На основе расчета, выполняемого в таблице 2 следует решить вопрос о численном составе бригады формовщиков и о распределении работ между исполнителями. При этом необходимо стремиться к равномерной загрузке исполнителей.
Таблица 2 - Расчет оперативного времени на формовку
|
Номера нормировочных карт |
Наименование комплекса операций |
Факторы, влияющие на продолжительность операции |
Значения факторов |
Оперативное время, чел.-мин |
||
|
низ |
верх |
низ |
верх |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Набивка формы |
||||||
|
1 |
Обдув модели и подмодельной плиты сжатым воздухом |
Площадь опоки, дм2 |
80 |
0.122 |
||
|
Категория сложности |
II |
|||||
|
Модель машины |
267М |
|||||
|
Категория сложности |
II |
|||||
8
Продолжение таблицы 2
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
… |
… |
… |
… |
… |
||
|
22 |
Снятие набитой полуформы с машины |
Способ снятия и перемещения |
Подъемником |
0.12 |
||
|
Расстояние, м |
2 |
|||||
|
Число рабочих |
2 |
|||||
|
Итого на набивку формы |
3.325 |
3.455 |
||||
|
Отделка формы |
||||||
|
23 |
Обрызгивание полуформы |
Площадь опоки, дм2 |
80 |
0.150 |
||
|
Категория сложности |
II |
|||||
|
Категория сложности |
II |
|||||
|
… |
… |
… |
… |
… |
||
|
27 |
Припыливание формы |
Площадь опоки, дм2 |
80 |
0.130 |
||
|
Категория сложности |
II |
|||||
|
Итого на отделку формы |
0.419 |
|||||
|
Сборка формы |
||||||
|
28 |
Установка стержней в форму |
Объем стержня, дм3 |
2.12 |
0.135 |
||
|
Категория сложности |
II |
|||||
|
Способ установки |
Вручную |
|||||
|
… |
… |
… |
… |
… |
||
|
36 |
Крепление опок под заливку |
Способ крепление |
Скобами |
0.36 |
||
|
Число скоб |
4 |
|||||
|
Итого на сборку формы |
0.965 |
|||||
9
По расчету получено:
· набивка верхней полуформы 3.455 чел.-мин;
· набивка нижней полуформы 3.325 чел.-мин;
· отделка полуформ 0.419+0.419=0.833 чел.-мин;
· сборка формы 0.965 чел.-мин.
Количество рабочих на отделке ![]()
 (9)
(9)
Количество рабочих на сборке
 (10)
(10)
где ![]() ,
, ![]() ,
,![]() - соответственно оперативное
время отделки, сборки, набивки (наибольшее), чел.-мин.
- соответственно оперативное
время отделки, сборки, набивки (наибольшее), чел.-мин.
В соответствии с (1, с.140, карта 40) для операций
набивки при площади опоки более 60 дм2 ![]() = 3 % и
= 3 % и ![]() = 7 %, а для операций отделки и сборки форм
= 7 %, а для операций отделки и сборки форм
![]() = 2 % и
= 2 % и ![]() = 7 %. Поэтому
= 7 %. Поэтому
![]()
![]()
![]()
![]()
Длительность операции набивки верхней полуформы равна
 (11)
(11)
где ![]() - норма штучного времени
на набивку верхней полуформы, чел.-мин;
- норма штучного времени
на набивку верхней полуформы, чел.-мин; ![]() -
численность рабочих, занятых на операции набивки верхней полуформы, чел.
-
численность рабочих, занятых на операции набивки верхней полуформы, чел.
10
Длительность набивки нижней полуформы
![]()
Длительность операции отделки полуформ
![]()
Длительность операции сборки формы
![]()
Процесс изготовления формы следует представить графически (см. рисунок).
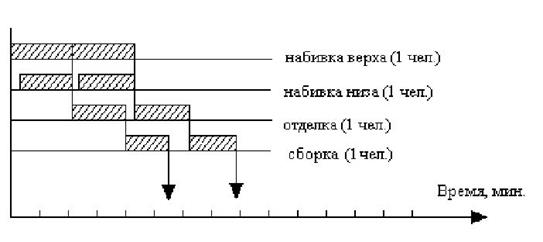
Рисунок 1 – Процесс изготовления форм
Темп процессов определяется наиболее продолжительной
операцией. В данном случае такой операцией является операция набивки верхней
полуформы. Поэтому норма времени на съем одной форм (такт процесса формовки) равна
![]()
Состав бригады формовщиков и расчет их загрузки оформляется в таблице 3. Уровень загрузки рабочих определяется делением штучного времени на такт процесса и количество рабочих, занятых на соответствующей операции.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.