Окончание таблицы 3.2
Основные точностные характеристики патронов и оправок
|
Наименование приспособлений |
ГОСТ |
Точность базовой поверхности заготовки |
Степени точности (ГОСТ 24643-81), определяющие допуски биений рабочих поверхностей |
Погрешность закрепления
в направлении |
||
|
радиальных |
торцевых |
радиальном |
осевом |
|||
|
Оправки кулачковые (шпиндельные, фланцевые) |
– |
IT7…10 |
3…5 |
5…7 |
15…40 |
25 |
|
Патроны и оправки гидропластовые при длине: до 0,5d (0,5…3,0)d |
– |
IT6…9 |
3…6 |
3…5 |
3…10 10…20 |
– – |
|
Патроны и оправки с пластинчатыми (тарельчатыми) пружинами |
– |
IT7…11 |
5…9 |
5…9 |
10…20 |
– |
Следует заметить, что для числа погрешностей, входящих в формулу (3.3), равным пяти и менее допускается их арифметическое суммирование. Однако результат такого суммирования всегда завышен.
Обратим внимание, что в формулу (3.3) могут быть включены и другие составляющие погрешности, если они выявлены при анализе измерительной системы КИП в целом и оказываются существенными. Такими могут быть: температурные деформации отдельных элементов КИП или системы в целом; деформации под действием усилий измерения или перепадом измерительного усилия за цикл измерений; износ; погрешности, связанные с влиянием шероховатости и волнистости контролируемых поверхностей; субъективные погрешности оператора и др.
3.2. Примеры проверочных расчетов точности
разрабатываемых КИП
1. Необходимо измерить радиальное биение диска (рис. 3.1). В первом приближении для этой цели спроектируем жесткую цилиндрическую оправку (рис. 3.2) с буртиком (первичное приспособление). На оправку устанавливается контролируемый диск и закрепляется гайкой. Оправка с диском, в свою очередь, устанавливается в центра центрового прибора (вторичное приспособление) (рис. 3.3).
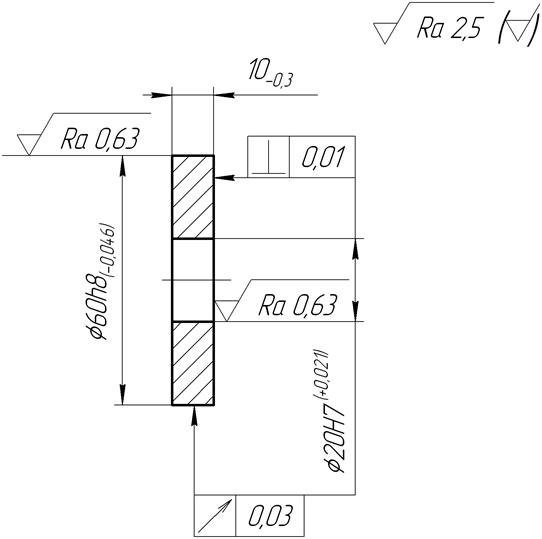
Рис. 3.1. Чертеж диска
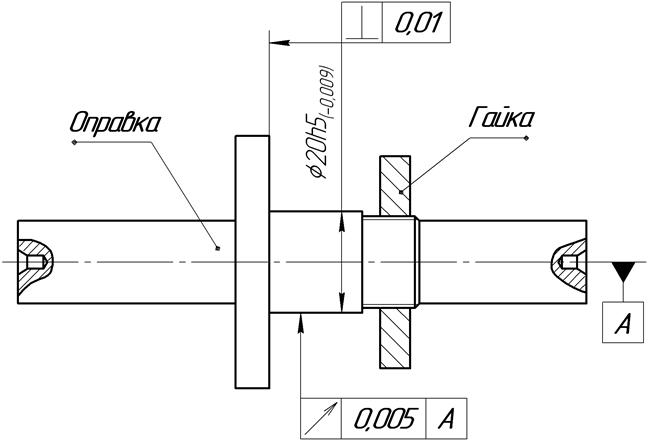
Рис. 3.2. Центровая цилиндрическая оправка с гайкой для контроля
радиального биения диска

Рис. 3.3. Схема контроля радиального биения диска с использованием
центрового прибора и центровой цилиндрической оправки
Для определения допустимой погрешности измерения радиального биения диска (рис. 3.1) найдем согласно табл. 3.1 величину К = 0,3. Тогда по формуле (3.2):
![]() мкм.
мкм.
Определим отдельные составляющие погрешности такого КИП.
Погрешность базирования ![]() диска
на оправке в основном связана с зазором между отверстием диска и цилиндрической
поверхностью оправки. Она принимается равной максимальному зазору. В нашем
случае:
диска
на оправке в основном связана с зазором между отверстием диска и цилиндрической
поверхностью оправки. Она принимается равной максимальному зазору. В нашем
случае:
![]() мкм, где
Т1 = 21 мкм
– допуск диаметра отверстия диска (рис. 3.1); Т2 = 9 мкм –
допуск диаметра посадочной цилиндрической шейки оправки (рис. 3.2).
мкм, где
Т1 = 21 мкм
– допуск диаметра отверстия диска (рис. 3.1); Т2 = 9 мкм –
допуск диаметра посадочной цилиндрической шейки оправки (рис. 3.2).
Возможна и вторая составляющая погрешности базирования. Она возникает за счет отклонения от перпендикулярности базовой торцевой поверхности изделия относительно базового отверстия. Такая погрешность вызывает перекос диска. Учитывая сравнительно малую величину допуска перпендикулярности (рис. 3.1), эта погрешность незначительна.
Погрешность базирования оправки в центрах центрового прибора (рис. 3.3) равна нулю [17, 22,], т.е.:
![]() .
.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.