Измерение с применением уровней
Измеряемая деталь базовой поверхностью устанавливается на плиту (рис. 2.42). Ось отверстия материализуется оправкой, которая должна выступать из отверстия. Уровнем измеряют наклон оправки и плоскости сравнения в направлении оси оправки и в непосредственной близости от нее. Разность наклонов является отклонением от параллельности в угловых единицах, которое пересчитывается в линейные единицы на длине нормируемого участка.
|
|
Рис. 2.42: 1 – контролируемая деталь; 2 – плоскость сравнения; 3 –контрольная оправка; 4 – уровень |
Измерение с применением зрительной трубы
Схема измерения показана на рис. 2.43. При помощи
визирной марки в положениях ![]() и
и ![]() выставляют зрительную трубу параллельно
плоскости сравнения, на которой установлена базовой плоскостью контролируемая деталь.
выставляют зрительную трубу параллельно
плоскости сравнения, на которой установлена базовой плоскостью контролируемая деталь.
Затем с помощью другой визирной марки, материализующей
центр сечения отверстия, и зрительной трубы определяют ординаты центров отверстия
в двух наиболее разнесенных поперечных сечениях. Для длинных отверстий дополнительно
определяют ординату центра среднего сечения. Если измеряется положение общей
оси нескольких отверстий, то предварительно измеряют ординаты центров двух
сечений каждого отверстия. По измеренным ординатам центров сечений строят
диаграмму, на которой определяют ось (или общую ось) и отклонение от
параллельности как разность ординат точек оси на длине ![]() .
.

Рис. 2.43: 1 – контролируемая деталь; 2 – плоскость сравнения;
3 – визирная марка; 4 – зрительная труба; 5 – источник света
Измерение с применением КИМ
Базовая поверхность и отверстие детали ощупывается измерительной головкой КИМ. Число точек измерения в каждом сечении отверстия и на плоскости зависит от отклонений формы этих поверхностей и возможностей программного обеспечения. С помощью ПК по координатам измеренных точек сечений находят координаты их центров, а по последним – общую ось; по координатам точек базовой поверхности находится средняя или прилегающая плоскость, а затем – отклонение от параллельности.
Измерения отклонений от параллельности прямых в плоскости.
Измерение приборами для измерения формы с применением
прецизионного прямолинейного перемещения
На приборе (рис. 2.44) последовательно измеряются и записываются на диаграмме один под другим профили обеих измеряемых линий, например, образующих цилиндрических поверхностей. По профилограммам проводятся прилегающие прямые. Разность расстояний между ними на заданной длине с учетом масштабов определяет отклонение от параллельности.
|
Рис. 2.44: 1 – контролируемая деталь; 2 – стол прибора; 3 – измерительный преобразователь; 4 – самописец |
|
Измерение приборами для линейных измерений с применением
плоскопараллельной планки
Схема измерения аналогична схеме, представленной на рис. 2.40, но измерение производится лишь в одном направлении.
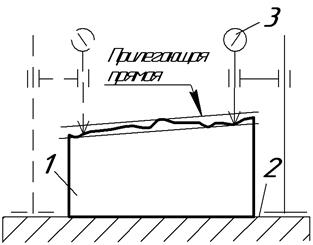
Измерение с применением уровня и плоскопараллельной планки
Деталь устанавливается базовой гранью (линией) на плоскость сравнения (рис. 2.45). На измеряемую грань накладывается плоскопараллельная планка. С помощью уровня определяются наклон плоскости сравнения и наклон планки в заданном направлении. Разность этих наклонов является отклонением от параллельности, выраженным в угловых единицах.
|
|
Рис. 2.45: 1 – контролируемая деталь; 2 – плоскость сравнения; 3 –плоскопараллельная планка; 4 – уровень |
Измерение с применением прибора для линейных измерений при
прямом ощупывании измеряемой поверхности
Деталь устанавливается базовой гранью (или плоскостью) на плоскость сравнения (рис. 2.46). Измеряемая линия ощупывается в отдельных точках измерительной головкой на стойке, базирующейся на плоскости сравнения. Расстояние между точками измерения принимают 0,1 от длины нормируемого участка. По измеренным точкам строят профилограмму, проводят прилегающую прямую и определяют разность ординат этой прямой на длине нормируемого участка. Если отклонения от прямолинейности измеряемого профиля относительно малы, то достаточно измерить начальную и конечную точки нормируемого участка и определить разность их показаний.
|
|
Рис. 2.46: 1 – контролируемая деталь; 2 – плоскость сравнения; 3 –измерительная головка |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.