Схема измерения аналогична показанной на рис. 2.33. Деталь устанавливается в центрах прибора. В приборе должна быть предусмотрена прямолинейная направляющая, параллельная оси центров. Измерительной головкой или измерительным преобразователем, перемещающимся по направляющей, измеряют по точкам или непрерывно одну образующую, а после поворота детали на 180° – другую. Оценка отклонения производится по профилограмме. При использовании нескольких измерительных головок, настраиваемых по цилиндрическому образцу, отпадает необходимость в прямолинейных направляющих (см. рис. 2.34). Отклонение от параллельности оси сечения относительно оси центровых отверстий вызывает погрешность измерения. Ее можно исключить, если проводить измерение обеих образующих при неизменном положении детали.
Измерение с применением двухточечного
измерительного прибора
Возможно применение ручных и стационарных двухточечных
приборов (рис. 2.36). Измерениями диаметров в различных точках одного продольного
сечения определяют разность ![]() между наибольшим и
наименьшим показаниями прибора. Отклонение профиля продольного сечения будет
равно
между наибольшим и
наименьшим показаниями прибора. Отклонение профиля продольного сечения будет
равно ![]() .
.
Данный метод измерения недостаточен, если образующие в продольном сечении имеют отклонение от прямолинейности, но эквидистанты. Если имеются такие отклонения, следует применять дополнительно другие методы измерения.

Рис. 2.36: 1 – контролируемая деталь; 2 – поверочная плита;
3 – двухточечный измерительный прибор
2.6. Измерения отклонений от параллельности
Общие положения. Отклонение от параллельности плоскостей – разность ∆ наибольшего и наименьшего расстояний между плоскостями в пределах нормируемого участка. Кроме того, различают отклонения от параллельности оси (прямой) относительно плоскости, прямых в плоскости и осей (прямых) в пространстве. Под прямыми, кроме осей отверстий и валов, понимают кромки тел, образующие цилиндрических поверхностей и плоскости, ширина которых существенно меньше по сравнению с их длиной. Соответственно названным отклонениям от параллельности различают методы их измерений.
Под плоскостью сравнения в методах измерения отклонений от параллельности понимается плоскость, которая используется в качестве базы при измерении и к которой относятся отклонения измерительного элемента (обычно это поверочная плита).
Во многих методах измерения отклонений от параллельности для исключения влияния отклонений формы (от плоскостности или прямолинейности) базовых и измеряемых поверхностей детали применяют средства измерений с образцовой плоскостью (поверочные плиты, плоскопараллельные пластины или планки). Если поверхности детали имеют отклонения формы в виде выпуклости, то для обеспечения устойчивого положения детали относительно образцовой плоскости между ними следует помещать подкладки одинаковой толщины, например, плоскопараллельные концевые меры длины.
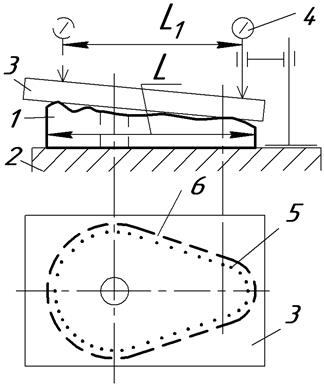
Если отклонение от параллельности (или
перпендикулярности) измеряют на длине ![]() ,
отличающейся от длины нормируемого участка
,
отличающейся от длины нормируемого участка ![]() , то
измеренную разность показаний отсчетного прибора
, то
измеренную разность показаний отсчетного прибора ![]() приводят
к длине
приводят
к длине ![]() по формуле
по формуле ![]() (см.
рис. 2.37, 2.40, 2.41).
(см.
рис. 2.37, 2.40, 2.41).
Если отклонение от параллельности измеряется как
разность наклонов ![]() в угловых единицах, то пересчет
этой разности в линейные единицы
в угловых единицах, то пересчет
этой разности в линейные единицы ![]() на длине
на длине ![]() производят по формуле
производят по формуле ![]() (
(![]() – в
мкм,
– в
мкм, ![]() – в с,
– в с, ![]() –
в мм).
–
в мм).
Измерения отклонений от параллельности плоскостей.
Измерение по разности расстояний приборами для линейных
измерений с использованием плоскопараллельной
пластины или без нее
Деталь базовой поверхностью устанавливается на поверочную плиту. Для исключения влияния отклонений формы измеряемой поверхности на нее накладывают плоскопараллельную пластину (рис. 2.37). С помощью измерительной головки, базирующейся в стойке на плиту, производят непрерывное измерение или по отдельным точкам свободной поверхности пластины по контуру измеряемой поверхности.
|
|
Рис. 2.37: 1 – контролируемая деталь; 2 – плоскость сравнения; 3 – плоскопараллельная пластина; 4 – измерительная головка; 5 – точки измерения; 6 – намаркированный контур детали |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.