Если этот контур прямоугольный, то достаточно измерить четыре угловые точки. Отклонение от параллельности определяют как разность наибольшего и наименьшего показаний измерительной головки. Метод измерения с ощупыванием непосредственно измеряемой поверхности применяют, если отклонение формы этой поверхности мало по сравнению с отклонением от параллельности, когда отсутствует плоскопараллельная пластина или ее применение нецелесообразно.
Измерение с применением КИМ
Деталь помещается на столе КИМ так, чтобы базовая и измеряемая поверхности могли быть ощупаны измерительной головкой КИМ (рис. 2.38). Количество и расположение точек измерения выбирается с учетом размеров, контура и отклонений формы измеряемых поверхностей, а также возможностей программного обеспечения КИМ. По координатам измеренных точек поверхностей определяются их средние или прилегающие плоскости и разность между наибольшим и наименьшим расстоянием между ними в пределах нормируемого участка. Возможна установка детали на столе КИМ базовой поверхностью (см. рис. 2.11). При этом ощупывается только измеряемая поверхность.

Рис. 2.38: 1 – контролируемая деталь; 2 – КИМ
Измерение по углу наклона приборами для линейных измерений с
применением плоскопараллельной пластины или без нее
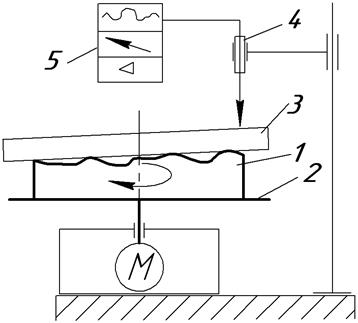
Деталь устанавливается базовой поверхностью на плоскость сравнения: круглый стол с ручным или моторным приводом (рис. 2.39). На измеряемую поверхность накладывается плоскопараллельная пластина, которая должна покрывать эту поверхность полностью. Измеряется торцовое биение открытой поверхности пластины или выступающей части поверхности, опирающейся на деталь. Наибольшая разность показаний отсчетного устройства за один оборот детали вместе с пластиной является отклонением от параллельности на диаметре ощупывания, которое пересчитывается на длину нормируемого участка.
Плоскопараллельная пластина фактически материализует прилегающую плоскость, исключая влияние на результаты измерений отклонений от плоскостности.
Если нет круглого стола, то измерение можно провести с установкой детали на поверочной плите поворотом ее от руки под измерительной головкой. Измерение без пластины применяют, если отклонения от плоскостности измеряемой поверхности относительно малы.
|
|
Рис. 2.39: 1 – контролируемая деталь; 2 – плоскость сравнения; 3 – плоскопараллельная пластина; 4 – измерительный преобразователь; 5 – устройство обработки данных |
Измерение по углу наклона приборами для линейных измерений с
применением плоскопараллельной планки
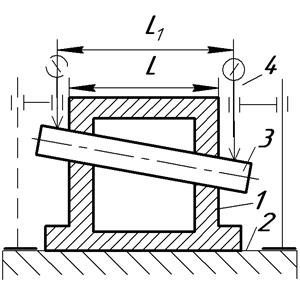
Деталь и стойка измерительной головки устанавливаются
на плоскость сравнения (рис. 2.40). На измеряемую поверхность накладывают
плоскопараллельную планку, например, поверочную линейку, длина которой должна
быть больше длины измеряемой поверхности. Планка ощупывается с помощью
измерительной головки в крайних точках определенного участка ![]() , измерение повторяют с изменением
направления измерения (поворотом планки) на 45°. Между двумя направлениями, в которых
была отмечена наибольшая разность отсчетов в крайних точках участка, планку
устанавливают в промежуточное положение. Из разностей показаний по краям
участка, измеренных в пяти положениях планки, выбирают наибольшую. Она является
отклонением от параллельности на длине
, измерение повторяют с изменением
направления измерения (поворотом планки) на 45°. Между двумя направлениями, в которых
была отмечена наибольшая разность отсчетов в крайних точках участка, планку
устанавливают в промежуточное положение. Из разностей показаний по краям
участка, измеренных в пяти положениях планки, выбирают наибольшую. Она является
отклонением от параллельности на длине ![]() , которое
пересчитывается на длину нормируемого участка.
, которое
пересчитывается на длину нормируемого участка.
Метод применяется, когда использование плоскопараллельной пластины невозможно или нецелесообразно.
|
Рис. 2.40: 1 – контролируемая деталь; 2 – плоскость сравнения; 3 – плоскопараллельная планка; 4 – измерительная головка |
|
Измерения отклонений от параллельности оси и плоскости.
Измерение с применением приборов для линейных измерений
Измеряемая деталь базовой поверхностью и стойка
измерительной головки устанавливаются на поверочную плиту (рис. 2.41). Ось
измеряемого отверстия (отверстий) материализуется оправкой: цилиндрической или
с малой конусностью. Возможно использование бесконтактных оправок на аэростатической
опоре. Положение оправки измеряется в двух точках на расстоянии ![]() . Разность показаний измерительной головки
. Разность показаний измерительной головки ![]() и
и ![]() –
есть отклонение от параллельности
–
есть отклонение от параллельности ![]() на длине
на длине ![]() .
.
|
Рис. 2.41: 1 – контролируемая деталь; 2 – плоскость сравнения; 3 –цилиндрическая оправка; 4 – измерительная головка |
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.