тип III — угловые плитки с четырьмя рабочими углами (углы этих плиток подобраны так, чтобы две стороны угловой меры были параллельны).
Рабочие углы угловых мер образуются соседними измерительными поверхностями меры.
Угловые меры выпускаются трех классов точности: 0; 1 и 2 со следующими допусками выполнения углов:
|
класс точности...................................... |
0 |
1 |
2 |
|
рабочие углы мер типов /, // и ///, с..... |
±3 |
±10 |
±30 |
|
неплоскостность измерительных поверхностей мер, мкм............................ |
0,1 |
0,15 |
0,3 |
Контроль
рабочих углов угловых мер производят на оптических приборах — гониометрах,
позволяющих вести отсчет углов с точностью до ![]() .
.
Угловые меры комплектуются заводами-изготовителями в наборы: № 1 — 93 плитки; № 2 — 33 плитки; № 3 — 8 плиток; № 5 — 7 плиток; № 6 — 24 плитки; № 7 — 3 плитки и № 8 набор принадлежностей. При помощи плиток из набора № 1 можно установить любой угол, начиная с 10°, а с применением набора № 6, плитки которого имеют градацию углов от 1 до 29, можно получить углы меньше 10°.
Рабочие поверхности угловых мер, так же как и плоскопараллельных концевых мер, обладают притираемостью, что позволяет собирать их в блоки общим количеством до четырех плиток. Для удержания нескольких плиток в блоке к наборам прилагаются специальные державки с винтами (рис. 18, б, в, г), а также специальная лекальная линейка для образования углов до 180°.
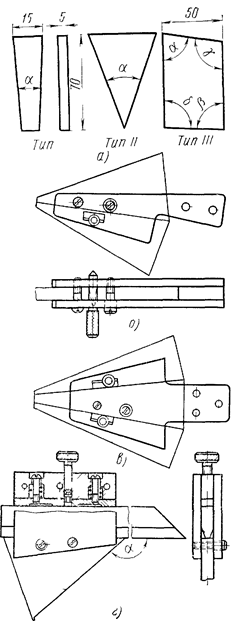
Рис.18. Плоские угловые меры и принадлежности для их использования
СИНУСНЫЕ ЛИНЕЙКИ
Эти устройства широко используются в инструментальном производстве для точной проверки или разметки угловых деталей, калибров, шаблонов и лекал. Кроме того, с помощью синусных линеек производится точное профильное шлифование инструментов на плоскошлифовальных станках.
Выпускаются синусные линейки трех типов:
тип / — без опорной плиты с одним наклоном;
тип //— с опорной плитой с одним наклоном;
тип ///— с опорной плитой с двумя наклонами.
Синусные линейки выпускают первого и второго классов точности, они имеют следующие размеры LхВ, мм:
типы / и // — 100х60, 200х60, 200х120, 300х90, 300х180 и 500х140;
тип /// — 200 и 100х120 при L1=220; 300 и 150х180 при L1=280
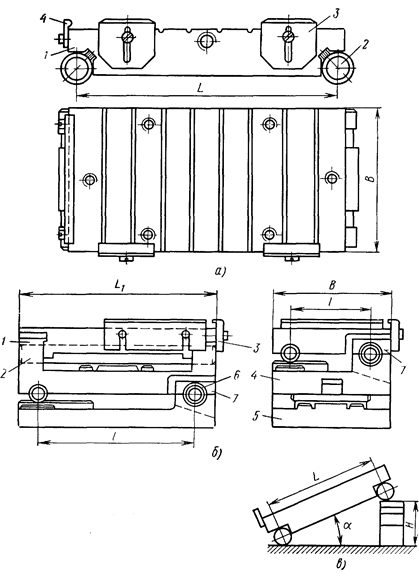
Линейки типа / (рис. 19, а) состоят из столика 1, опирающегося на два точно изготовленных ролика 2, двух боковых планок 3 и упорной пластинки 4.
Линейки типа // используются в основном при обработке деталей в центрах.
Линейки типа /// позволяют устанавливать детали с наклоном в двух взаимно перпендикулярных направлениях. Для этого они имеют (рис. 19, б) столик 1, ролики 2, упорные планки 3, плиту среднюю 4, плиту опорную 5 и оси 6, закрытые крышками 7. Для крепления обрабатываемых деталей на рабочей поверхности столиков имеются резьбовые отверстия диаметром М6 с числом отверстий от 4 до 12 в зависимости от размера столика. Кроме того, к линейкам всех типоразмеров прилагаются прижимы.
Столик, ролик, опорные плиты и планки изготовляют из хромистых сталей Х или ШХ15 с закалкой на твердость не ниже НRС 60.
Шероховатость
рабочих цилиндрических поверхностей роликов не грубее ![]() мкм,
а рабочих поверхностей столика и опорной плиты
мкм,
а рабочих поверхностей столика и опорной плиты ![]() мкм.
мкм.
Показателем
точности синусных линеек является расстояние между осями роликов. В зависимости
от типоразмера столика и класса точности линейки отклонение установлено в
пределах от ±1,5 до ±7,5 мкм. Погрешности показаний линеек определяются при
установке их на углы 0, 15, 30 и 45°. При установке на угол до 30° эти
погрешности для различных типоразмеров линеек установлены в пределах от ![]() до
до ![]() , а при
установке на угол свыше 30° от
, а при
установке на угол свыше 30° от ![]() до
до ![]() .
.
Пользуются синусными линейками следующим образом. Стальные ролики располагаются на заданном расстоянии L (рис. 19, в).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.