Проверка осуществляется прикладыванием профильного калибра к контуру детали и по наличию и величине просвета на глаз оценивают точность профиля. Точность такой проверки может быть очень высокой в зависимости от качества поверхности и формы проверяемой детали обнаруживаемая глазом величина просвета может иметь 0,005—0,003 мм.
Обычно калибры для проверки контуров деталей называют шаблонами, а особо точные закаленные и доведенные шаблоны называют лекалами. Шаблоны и лекала изготовляют из листовой стали толщиной от 0,3 до 5 мм.
Для воспроизведения и контроля сложного профиля шаблона предварительно изготовляют контршаблоны (рис. 12, б), которыми пользуются при изготовлении шаблонов и лекал и проверки степени их износа при эксплуатации. Контршаблоны обычно делают незакаленными. При воспроизведении особо сложного и точного профиля шаблона часто приходится изготовлять целый комплект поэлементных контршаблонов.
Инструментальными заводами серийно выпускаются радиусные шаблоны и шаблоны для проверки контура и шага резьбы (резьбомеры).
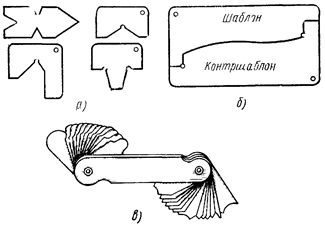
Рис.12. Профильные калибры
Радиусные шаблоны (рис. 12, б) комплектуют в три набора с радиусами 1—6, 8—25 и 7—25 мм. Каждый набор состоит из одинакового количества выпуклых и вогнутых шаблонов. Шаблоны имеют следующие радиусы: 1; 1,2; 1,6; 2; 2,5; 3; 4; 5; 6; 7; 8; 9; 10; 11; 12; 14; 16; 18; 20; 22 и 25 мм. При изготовлении профильных шаблонов радиусные шаблоны могут быть использованы для контроля соответствующего элемента профиля контршаблона.
Резьбовые шаблоны комплектуются в наборы: № 1 из 20 шаблонов для метрической резьбы с шагом от 0,4 до 0,6 мм и № 2 из 17 шаблонов для дюймовой резьбы с числом ниток на 1 дюйм от 28 до 4.
КАЛИБРЫ ДЛЯ КОНУСОВ ИНСТРУМЕНТОВ
Для проверки конусной части инструментов и шпинделей станков используют калибры-пробки и калибры-втулки.
Калибры (пробка и втулка) для конусов изготовляются двух типов: без лапок (рис. 13, а, б) и с лапками (рис. 13, в, г). По точности калибры-пробки разделяются на три степени: 08; 09 и 1, а калибры-втулки на две степени: 09 и 1.
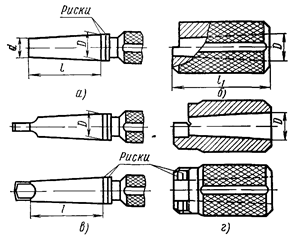
Рис.13. Калибры для конусов инструментов
Предельные
отклонения в стандарте даются на разность диаметров D на 100 мм длины ![]() конуса в микронах, симметричные для пробок
(±) и односторонние (в «плюс») для втулок. Допуски на диаметр D
установлены одинаковыми для всех степеней точности.
конуса в микронах, симметричные для пробок
(±) и односторонние (в «плюс») для втулок. Допуски на диаметр D
установлены одинаковыми для всех степеней точности.
Полный комплект калибров состоит из пробки, втулки и контркалибра-пробки. Калибры-втулки проверяют припасовки по контркалибрам (по краске).
Твердость измерительных поверхностей калибров должна быть в пределах НRС 58—64.
ПЛОСКОПАРАЛЛЕЛЬНЫЕ КОНЦЕВЫЕ МЕРЫ ДЛИНЫ И ЩУПЫ
Плоскопараллельными концевыми мерами длины называют весьма точные стальные бруски, имеющие форму прямоугольного параллелепипеда с двумя плоскими точно доведенными параллельными измерительными поверхностями (рис. 14, а, б, в, г, д). Размер концевой меры определяется расстоянием между измерительными поверхностями. Но так как практически невозможно получить идеальную плоскость и плоскопараллельность измерительных поверхностей, то за размер концевой меры принимается ее срединная длина А (рис. 14, е), т. е. длина перпендикуляра, опущенного из середины одной из измерительных поверхностей меры (точки пересечения диагоналей на этой поверхности) на противоположную измерительную поверхность.
Разность между срединной длиной концевой меры А и длиной перпендикуляра, опущенного из любой точки измерительной поверхности меры на противоположную измерительную поверхность (например, В или С), характеризует отклонение от плоскопараллельности данной меры. При этом зона шириной 0,8 мм вдоль краев измерительной поверхности во внимание не принимается.
Концевые меры применяются для хранения и воспроизведения единицы длины, проверки и градуировки других мер и измерительных приборов, установки приборов на нуль при относительных измерениях, проверки калибров, непосредственных точных измерений.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.