Калибры-пробки. Для контроля размеров отверстий применяют предельные калибры-пробки. Калибры-пробки могут быть двусторонними, при этом два предельных размера расположены с двух сторон калибра, и односторонними, тогда оба размера расположены с одной стороны (уступом).
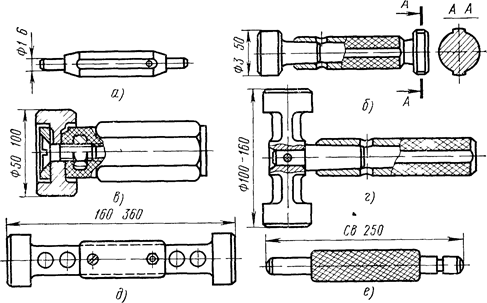
Рис.7. Калибры пробки
Для контроля отверстий диаметром от 1 до 6 мм применяют двусторонние пробки с запрессованными вставками (рис. 7, а). Эти вставки представляют собой цилиндрические штифты длиной 15—18 мм с профрезерованной продольной канавкой или с двумя проточками по окружности, что обеспечивает надежное соединение вставки с пластмассовой ручкой. На ручке со стороны непроходной вставки наносят круглую метку.
При контроле отверстий диаметром от 3 до 50 мм пробки изготовляют как двусторонние, так и односторонние со вставками, имеющими конический хвостовик с конусностью 1:50 (рис. 7, б). Непроходная вставка выполняется с рабочей частью, укороченной на 1/3 длины проходной вставки. Иногда непроходную часть пробки делают неполной по окружности, как показано на рисунке (разрез А—А) Это дает возможность более точно контролировать диаметр отверстия, особенно при наличии его овальности.
Для проверки отверстий диаметром от 50 до 100 мм изготовляют односторонние проходные и непроходные пробки облегченной конструкции. Пробка может иметь полный или неполный профиль по окружности, а ручка изготовляется из пластмассы и крепится винтом, как показано на рис. 7, в. При износе заходной части пробки ее можно перевернуть и посадить на ручку второй стороной, не бывшей в употреблении.
Для контроля отверстий диаметром от 100 до 160 мм изготовляют неполные штампованные или фрезерованные пробки-насадки (рис. 7, г). В насадку запрессовывают конический стальной хвостовик, на который насаживают стальную или пластмассовую ручку
Пробки для контроля диаметров от 160 до 360 мм изготовляют с неполным профилем проходной и непроходной части и с пластмассовыми накладками, как показано на рис. 7, д.
Для контроля отклонений размеров отверстий большого диаметра (250—1000 мм) изготовляют пробки-штихмасы, имеющие сферические точно доведенные поверхности по концам (рис. 7, е). Штихмасы изготовляют отдельно для проходного и непроходного размеров. Радиус сферы 30—50 мм, диаметр стального стержня штихмаса 10—12 мм. На стержень надевается изоляционная втулка-ручка с наружным диаметром 25—30 мм.
Многие заводы изготовляют для собственных нужд калибры-пробки упрощенной конструкции, у которых проходная и непроходная рабочая части расположены на одной стороне. Часто применяют односторонние и двусторонние пробки, изготовляемые в виде пластин из листовой стали толщиной 5—10 мм.
Пробки листовые изготовляют двусторонние для размеров от 18 до 100 мм и односторонние с проходным и непроходным размерами от 50 до 300 мм. Аналогичные листовые калибры изготовляют также для контроля ширины пазов.
КАЛИБРЫ ДЛЯ КОНТРОЛЯ РЕЗЬБЫ
Для проверки резьбовых отверстий применяют проходные резьбовые пробки (ПР и П-ПР), контролирующие наружный и приведенный средний диаметр резьбы, и непроходные резьбовые пробки (НЕ), контролирующие верхний предел среднего диаметра резьбы. При необходимости применяют гладкие проходные и непроходные пробки для контроля внутреннего диаметра нарезанного отверстия.
При контроле калибрами резьба считается годной, если проходной калибр свинчивается с деталью по всей длине ее нарезки без усилия, а непроходной калибр свинчивается с деталью не более чем на две нитки.
Основным типом резьбовых пробок являются пробки со вставками, имеющими конусный хвостовик (рис. 8, а). Они изготовляются для резьбы диаметром от 1 до 50 мм. Пробки с наружным диаметром резьбы свыше 50 до 100 мм изготовляют в виде насадок, закрепляемых винтами на концах пластмассовой ручки (рис. 8, б).
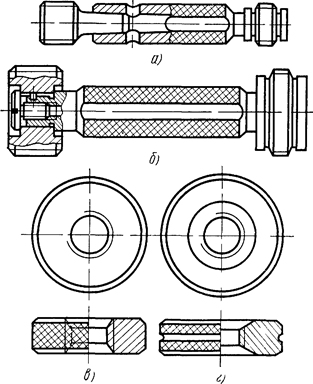
Рис.8. Резьбовые калибры:
а, б — пробки, в, г — кольца
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.