|
Операция |
Оборудование |
Приспособление |
Инструмент |
|
Черновое обтачивание, растачивание маслоты и разрезание на кольца |
Универсальный патрон |
Резцы |
|
|
Разметка замка |
Разметочная плита |
— |
Реймс, линейка |
|
Фрезерование замка поразметке |
Вертикально- фрезерный станок |
Прижимные планки и болты |
Торцовая фреза |
|
Слесарная – пригонка замка (соединение замка заклепкой) |
Верстак |
Тиски |
Напильник |
|
Шлифование торцов |
Плоскошлифова-льный станок |
Магнитныйстол |
Шлифовальный круг |
|
Предварительное обтачивание и растачивание колец |
Токарный станок |
Планшайба, прижимные болты и планки |
Резцы, хомутдля сборки колец в пачку |
|
Чистовое обтачивание и растачивание колец |
То же |
То же |
То же |
|
Слесарная – пригонка замка, снятие фасок |
Верстак |
— |
Контрольное кольцо, напильник |
|
Окончательный контроль |
Контрольная плита |
— |
— |
Маслоту закрепляют в патроне, обтачивают и растачивают с припуском на дальнейшую обработку, после чего разрезают на кольца (рисунок 5.2, а). Затем размечают, фрезеруют и пропиливают замок (рисунок 5.2, б) и шлифуют торцовые поверхности. После шлифования торцов кольца собирают в стяжной хомут из стальной ленты, пачкой закрепляют на планшайбе токарного или карусельного станка (рисунок 5.2, в), растачивают внутреннюю и обтачивают наружную поверхности.
При обработке колец крупных размеров замок на сжатом кольце перед растачиванием и обтачиванием соединяется заклепкой (рисунок 5.2, г).
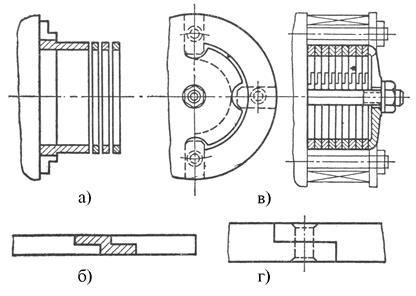
Рисунок 5.2 – Схема обработки колец из маслот с вырезкой замка
Для уменьшения влияния неравномерного припуска обтачивание наружной и внутренней поверхности производят в два прохода; это обеспечивает правильную форму кольца. После обработки колец проверяют их прилегание к стенкам цилиндров. Затем окончательно пропиливают замок, снимают фаски и при необходимости шлифуют торцы. При этой технологии не требуется специального оборудования; оснастка очень простая.
Изготовление колец из маслот с термофиксацией.
Технология изготовления колец из маслот с термофиксацией применяется в серийном и крупносерийном производстве. Маслоты, из которых изготовляют кольца, для устранения деформации от зажима в патроне отливают с фланцами или лапками и подвергают термической обработке для снятия напряжений. Обработка колец ведется по схеме, приведенной в таблице 5.2. /12/
Таблица 5.2 – Схема технологического процесса обработки колец из маслот с термофиксацией
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.