8. По
настроечной формуле цепи круговой подачи с учётом рассчитанной S
определяется требуемое передаточное отношение ![]() гитары
подач и подбираются сменные колёса
гитары
подач и подбираются сменные колёса ![]() и
и ![]() из набора с числами зубьев 38, 44, 50, 56,
60, 62, 66, 72, 78, 84 при условии, что
из набора с числами зубьев 38, 44, 50, 56,
60, 62, 66, 72, 78, 84 при условии, что ![]()
9. Определяется
обеспечиваемая при выбранных сменных колёсах (фактическая) величина круговой
подачи:  или
или  (см.
п. 4.3.2). При
(см.
п. 4.3.2). При
этом,
как правило, должно выдерживаться условие: ![]() . Можно
допустить превышение
. Можно
допустить превышение ![]() над S, если оно не
превосходит 5-10 % от расчётного значения.
над S, если оно не
превосходит 5-10 % от расчётного значения.
10. По
настроечной формуле цепи деления (обката) определяется
требуемое передаточное отношение ![]() гитары обката (см. п. 4.3.3) и подбираются сменные
колёса
гитары обката (см. п. 4.3.3) и подбираются сменные
колёса ![]() из набора с числами зубьев 24, 26, 28, 30,
34, 36, 38, 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 51, 52, 54, 55, 56, 57,
58, 60, 61, 62, 64, 65, 66, 68, 70, 72, 74, 75, 76, 80, 86, 90, 96. При этом
необходимо учитывать, что приближения при определении
из набора с числами зубьев 24, 26, 28, 30,
34, 36, 38, 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 51, 52, 54, 55, 56, 57,
58, 60, 61, 62, 64, 65, 66, 68, 70, 72, 74, 75, 76, 80, 86, 90, 96. При этом
необходимо учитывать, что приближения при определении ![]() и
по нему чисел зубьев колёс не допустимы. Следует
и
по нему чисел зубьев колёс не допустимы. Следует ![]() рассчитывать абсолютно точно и
записывать в виде правильной или неправильной обыкновенной дроби, а подбор
чисел зубьев производить способом разложения передаточного отношения на
множители. Для облегчения подбора зубьев колёс
рассчитывать абсолютно точно и
записывать в виде правильной или неправильной обыкновенной дроби, а подбор
чисел зубьев производить способом разложения передаточного отношения на
множители. Для облегчения подбора зубьев колёс ![]() число
зубьев колеса
число
зубьев колеса ![]() обычно берут кратным числу
зубьев долбяка
обычно берут кратным числу
зубьев долбяка ![]() (т.е. таким, которое с
(т.е. таким, которое с ![]() могло бы образовать одно из отношений:
1:1, 1:2, 2:1, а также 2:3). Кроме этого, следует учитывать, что сумма зубьев
могло бы образовать одно из отношений:
1:1, 1:2, 2:1, а также 2:3). Кроме этого, следует учитывать, что сумма зубьев ![]() должна быть постоянной, так как расстояние
между осями этих колес в станке неизменно.
должна быть постоянной, так как расстояние
между осями этих колес в станке неизменно.
11. Для настройки цепи врезания (см. п. 4.3.4) по заданному числу проходов отработки изделия принимается, какой кулачок К1 необходимо установить и какую передачу надо включить в группе передач на 3 скорости.
7 Ознакомление с наладкой станка
и обработкой на нём зубчатого колеса
Наладка и настройка станка производится в следующем порядке:
1) установка долбяка;
2) установка оправки и заготовки;
3) установка длины и положения хода долбяка;
4) установка долбяка на глубину резания;
5) настройка гитары скоростей резания;
6) настройка гитары деления (обката);
|
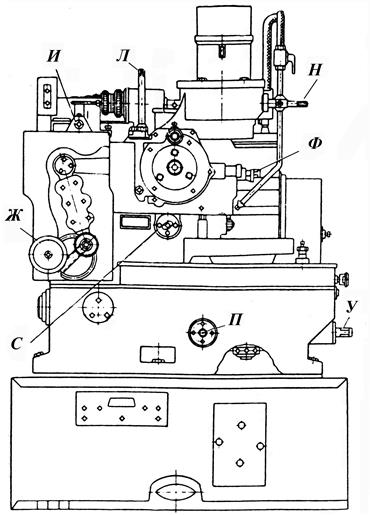
7) настройка гитары круговых подач; 8) настройка механизма врезания. Для осуществления наладки и переключений на станке имеются органы управления, в числе которых находится ряд рукояток и выведенных наружу валов с квадратными хвостовиками, на которые надевается съёмная рукоятка для проворота валов. Некоторые из органов управления показаны на рис. 4 и 6. Для контроля правильности установок используются индикаторные приспособления. Поворот вручную штосселя с долбяком (при установке долбяка и при настройке глубины врезания) производится поворотом оси |
Рис. 6. Вид на станок спереди |
с хвостовиком Н съёмной рукояткой при отключённой муфте М2.
Переключение трензелей для изменения направления вращения долбяка осуществляется с помощью рукоятки С.
С целью проверки биения наружного диаметра заготовки при её установке вращают стол Г вручную с помощью червячной передачи 1:90, приводимой съёмной рукояткой за квадрат П. При этом трензель 25:25 должен быть включен в нейтральное положение. Червячная пара 1:90 может быть расцеплена при вращении рукоятки У, и тогда становится возможным свободное вращение стола рукой.
После установки долбяка и заготовки выполняется следующее.
Рукояткой, надетой на квадратный конец И вала (см. рис. 4 и 6), поворачивают кулачок К1 в положение, при котором ролик толкателя Т будет находиться на наибольшем радиусе. Ручное вращение кулачка К1 возможно благодаря наличию муфты обгона М1. Исходное положение суппорта Б зависит от диаметра обрабатываемой детали. Установка суппорта в исходное положение производится при вращении рукоятки, надетой на квадрат Л. Рукояткой через червячную передачу 1:113 поворачивается реечное колесо с числом зубьев 112, сцепленное с рейкой неподвижного в
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.