Задание: Составить и записать в соответствующем поле на
бланке отчёта расчётные перемещения и уравнение
кинематического баланса цепи деления (обката), решить уравнение относительно передаточного отношения сменных
колёс гитары  и записать настроечную
формулу.
и записать настроечную
формулу.
4.3.4 Движение врезания
Цикл получения на станке шестерни из заготовки включает радиальное врезание и собственно нарезание. Радиальное врезание долбяка в заготовку осуществляется при радиальном перемещении суппорта по направляющим станины под действием вращающегося дискового кулачка К1: кулачок перемещает толкатель Т с роли-
ком, а значит, и суппорт Б, поскольку толкатель установлен в нём (см. рис. 4). Прижим толкателя с роликом к кулачку происходит под действием груза. Обработка зубьев может производиться за один, два или три прохода. Для обеспечения этого устанавливается соответствующий кулачок из трёх, прилагаемых к станку (рис. 5). Кроме того, осуществляются некоторые переключения в приводе, обуславливаемые следующим.
Количество оборотов заготовки nзаг зависит от числа проходов и составляет:
- при однопроходной обработке 1,6 оборота;
- при двухпроходной – 2,7 оборота;
- при трёхпроходной – 4 оборота.
Независимо от числа проходов цикл обработки изделия происходит за один оборот кулачка. Это и обеспечивается соответствующей настройкой кинематической цепи врезания.
|
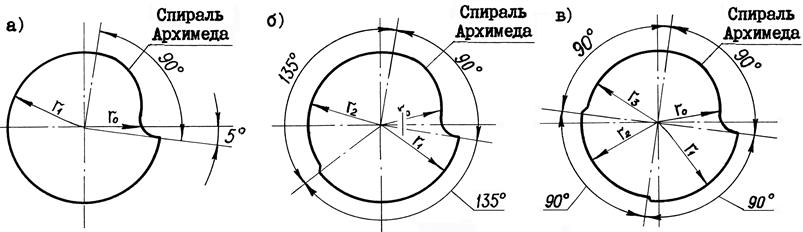
Рис. 5. Кулачки зубодолбёжного станка мод. 5А12: а – однопроходный, б – двухпроходный, в – трёхпроходный (r1=63,65 мм, r2=63,25 мм, r3=60,65 мм) |
Таким образом, расчётными перемещениями конечных звеньев цепи врезания будут:
nзаг.(1,6; 2,7; 4) оборота стола с заготовкой → 1 оборот кулачка К1.
Кинематическая цепь, связывающая стол Г с кулачком К1, содержит две червячные передачи (в начале и в конце цепи) с 1-заходными червяками и 90-зубыми
колёсами, две конические передачи 25:25 и группу передач на 3 скорости (13:52; 18:48; 24:38).
Любой кулачок имеет участок подъёма профиля, выполненный по спирали Архимеда, обеспечивающий первое (при однопроходной обработке – единственное) врезание, и предшествующий ему участок спада, обеспечивающий быстрый отвод суппорта со штосселем и долбяком по окончании нарезания изделия. После участка подъёма профиля идёт участок, выполненный по дуге концентрической окружности. На кулачке для однопроходной обработки такой участок один, на кулачках для двух- и трёхпроходной обработки – соответственно два и три. Врезание долбяка перед вторыми и третьими проходами осуществляется практически скачкообразно, так как специальных участков на кулачках для этих врезаний не предусмотрено. Радиусы участков, выполненных по дугам концентрических окружностей, указаны на рис. 5. Каждый проход при нарезании выполняется за один оборот заготовки.
Задание: Составить и записать в соответствующем поле на бланке отчёта уравнение кинематического баланса цепи врезания.
4.3.5 Отскок и подскок стола
Отскок стола с заготовкой на
величину ![]() от долбяка перед его обратным ходом и
подскок в рабочее положение перед началом рабочего хода осуществляются
эксцентриком К2, закрепленным на валу кривошипного диска Е, за один оборот.
Эксцентрик обеспечивает возвратно-поступательное перемещение стола посредством
рычажной системы, содержащий толкатель и рычаг Р2 с шатуном.
от долбяка перед его обратным ходом и
подскок в рабочее положение перед началом рабочего хода осуществляются
эксцентриком К2, закрепленным на валу кривошипного диска Е, за один оборот.
Эксцентрик обеспечивает возвратно-поступательное перемещение стола посредством
рычажной системы, содержащий толкатель и рычаг Р2 с шатуном.
Работа выполняется каждым студентом индивидуально или бригадами на двух человек. В качестве индивидуального задания для расчета настройки станка мод. 5А12 преподаватель назначает один из вариантов, приведенных в нижеследующей таблице.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.