2. В каждом предыдущем переходе, начиная с первого, в заготовке должна быть, создана специальная опорная поверхность, по которой заготовка центрируется или устанавливается в следующем переходе.
3. При штамповке в матрице перед началом деформирования пуансон должен получить определенное направление, войти в матрицу на длину 10—15 мм, чтобы избежать перекосов.
4. Тонкие и высокие ребра в поковке желательно, оформить в первых переходах, когда металл хорошо прогрет. Ребра толщиной менее 6 мм и высотой более 25 мм делать не рекомендуется, так как они плохо заполняются.
5. При штамповке в матрице поковки с фланцем максимальный диаметр ее желательно располагать ближе к пунсону. В этом случае течение металла между торцом пуансона и матрицей облегчается, а пуансон становится более прочным.
6. Диаметр прутка следует выбирать из условия необходимости получения минимального количества переходов при штамповке. Если диаметр прутка слишком мал, то может потребоваться дополнительный наборный переход, так как длина высаживаемой части окажется, велика и будет возможен изгиб.
7. Следует избегать первоначальной высадки прутка с чрезмерно большим диаметром. В этом случае пруток может быть вытолкнут пуансоном в осевом направлении и высадки не произойдет. Отношение длины высаживаемой части прутка к диаметру прутка должно быть больше 0,6.
8. Штамповка поковок в пуансоне является более предпочтительной, так как поковки получаются более точными, а штампы более прочными и простыми.
9. При глубокой прошивке необходимо предварительные ручьи сконструировать таким образом, чтобы в процессе прошивки металл тек в стороны, а не навстречу пуансону.
10. При первоначальном наборе в матрице форма пуансона должна быть такой, чтобы конец прутка центрировался по пуансону, и было затруднено образование одностороннего торцового заусенца.
11. При холостом ходе ГКМ не должно быть соударений между пуансоном и матрицей. Поэтому целесообразно оставлять зазор от 0,5 до 4мм в зависимости от мощности машины.
ИЗГОТОВЛЕНИЕ ПОКОВОК ВЫСАДКОЙ И РАСЧЕТ НАБОРНЫХ ПЕРЕХОДОВ
Первоначальная высадка. Первоначальную высадку можно производить или в матрице, или в пуансоне. Различают высадку свободную и на ограниченный диаметр, близкий к диаметру высаживаемого прутка. Высадка при штамповке в матрице производится в соответствии с рекомендуемыми соотношениями размеров высаживаемой части прутка и матрицы.
За один ход ползуна машины в условиях свободной высадки (рис. 5) можно высадить круглую заготовку (пруток) до большего диаметра, если длина высаживаемой части заготовки
lB £ 2,5d. В противном случае произойдёт изгиб и зажим на заготовке (рис. 6).
Если высадка не свободная, то она производится в наборном переходе, перед окончательной высадкой в формовочном переходе.
 Рис.5 Ограничение
свободной высадки плоским пуансоном.
Рис.5 Ограничение
свободной высадки плоским пуансоном.
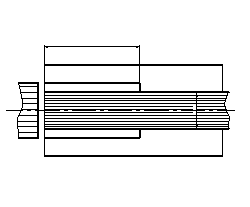
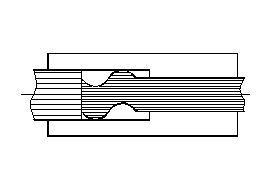
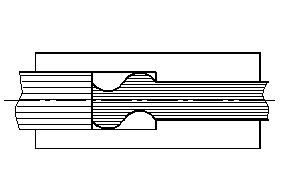
Рис. 6 Образование зажима при отношении lв>2,5
а.)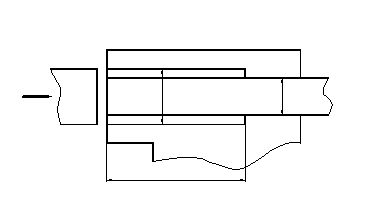 б.)
б.)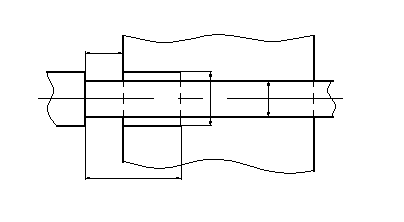
в.)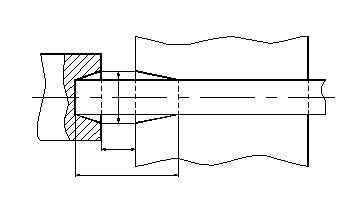 Рис. 7 Ограничение размеров матрицы и пуансона при lв³2,5
Рис. 7 Ограничение размеров матрицы и пуансона при lв³2,5
а - ограничение диаметра цилиндрической матрицы; б - ограничение выступающей длины прутка при D£1,3d; в—ограничение выступающей длины прутка при высадке в конических пуансоне и матрице
Если lB > 2,5d, то конечный диаметр высадки D <1,3d (рис. 7, а). При lB > 2,5d и D <1,3d длина участка заготовки, выступающего из матриц (рис. 7, б) или находящегося между матрицами и пуансоном (рис. 7, в), lB < d.
Если lB> 2,5d и D £ 1,25d, то l1 £ 1,5 4 (рис. 8). Если lB не выступает за пределы матрицы (рис. 9), то диаметр утолщения D можно не ограничивать при условии, что высота утолщения H равна или меньше 3d.
Наибольшее распространение имеет высадка в коническом наборном ручье пуансона (рис. 10). Здесь высадка зависит от отношений lB / d, которые подразделяются на отношения lB / d в пределах от 2,5 до 11 и (lB / d)>11
прутка, находящегося между торцами матрицы и пуансона в начале высадки, l1 < 2 d (см. рис. 10, а). При Dк = 1,25 d, l1 £ 2,5 d (рис. 10, б).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.