
































Содержание
ВВЕДЕНИЕ………………………………………………………………………..……4
1 ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СТАНКА……………………………….…5
2 РАСЧЕТ ПОТРЕБНОСТИ МАТЕРИАЛОВ………………………………….…… ..7
3 РАСЧЕТ ПО ЦЕХАМ
3.1 Расчет по цеху механической обработки………………………………….…9
3.2 Расчет по термическому цеху………………………………………………..12
3.3 Расчет по сборочному цеху…………………………………………...……..13
3.4 Расчет по цехам вспомогательного производства………………………….13
4 РСЧЕТ РЕСУРСНЫХ ПОКАЗАТЕЛЕЙ…………………………………………...15
5 РАСЧЕТ СЕБЕСТОИМОСТИ ПРОДУКЦИИ………………………………….….24
6 РАСЧЕТ АБСОЛЮТНЫХ И ОТНОСИТЕЛЬНЫХ ПОКАЗАТЕЛЕЙ…………...35
ЗАКЛЮЧЕНИЕ…………………………………………………………………………39
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ…………………………………….....40
ВВЕДЕНИЕ
Курсовая работа выполняется, с целью закрепления получены теоретических знаний в курсе изучения дисциплины. Другой целью курсовой работы является обоснование экономической целесообразности строительства станкостроительного завода на основе предложенного станка.
Задачи, решаемые в ходе курсовой работы:
· Обоснование производственной структуры предприятия.
· Расчет текущих и капитальных затрат по основным и вспомогательным цехам.
· Калькуляция себестоимости станка, как продукции завода.
· Расчет экономических показателей проектирующего завода.
· Составление выводов о целесообразности строительства завода.
Актуальность данной работы заключается в том, что с развитием машиностроительной отросли, повышается потребность современных станках и оборудовании. Темпы экономического роста и научно-технического процесса, масштабы и эффективность реконструкции отраслей производственной сферы народного хозяйства в решающей мере зависят от развития станкостроительного комплекса страны.
Развитие современного производства и его интенсификации базируются преимущественно на новых решениях в области техники, технологии и экономических методов управления, принимаемых на различных стадиях цикла «наука-производство».
Станкостроение призвано создавать современные станки для собственных нужд и затем на этой основе обеспечивать производство новейшей техники для всех остальных отраслей народного хозяйства, что позволяет в конечном итоге осуществить его реконструкцию.
Новая техника и прогрессивные технологии позволяют поднять производительность труда и качества выпускаемой продукции на более высокий уровень.
1 ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СТАНКА
Станок модели 11Б40ПФ4
Общие сведения
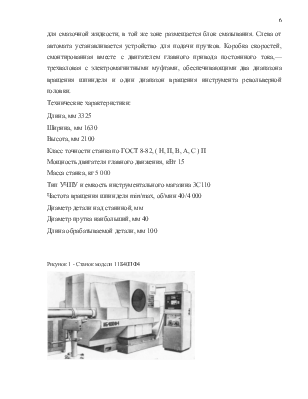
Токарно-револьверный одношпиндельный прудковый автомат с ЧПУ мод. 11Б40ПФ4 предназначен для полной обработки деталей высокой сложности из калиброванного прутка диаметром по 40 мм и штучных заготовок диаметром до 125 мм в условиях мелко- и среднесерийного производства. На автомате можно производить следующие виды обработки: неподвижным инструментом—обточку, расточку, подрезку торцов, прорезку канавок, сверление, зенкерование, развертывание центрального отверстия, нарезку резьбы метчиком и плашкой, нарезку резьбы резцом, точение и растачивание сложных криволинейных поверхностей; вращающимся инструментом — поперечное и продольное сверление, зенкерование, развертывание, нарезку резьбы метчиком, зенкерование отверстий, прорезку шлицев дисковой фрезой, фрезерование шпоночных пазов, прорезку торцовых пазов пальцевой фрезой, фрезерование поперечных лысок. Сначала производится обработка заготовки в кулачках левой бабки, затем после автоматического зажима ее в кулачках правой бабки производится обработка обратной стороны.
Автомат имеет следующую компоновку: на низком основании монтируются наклонная станина, коробка скоростей главного привода, блоки гидропривода и связывания. Отдельно устанавливается бак для охлаждающей жидкости и конвейер для стружки. На передней наклонной плоскости (под углом 20° к вертикали) станины монтируются в направляющих качения навстречу и соосно друг другу две шпиндельные бабки, перемещающиеся вдоль продольной оси. На левом и правом торцах станины установлены приводы продольных подач. На верхней плоскости станины крепится угольник, по которому перемещается вдоль поперечной оси и направляющих качения суппорт с револьверной головкой. К угольнику кренится привод поперечной подачи. Сзади к станине крепится шкаф с электро- и гидрооборудованием. Задняя полость основания служит резервуаром для смазочной жидкости, в той же зоне размещается блок смазывания. Слева от автомата устанавливается устройство для подачи прутков. Коробка скоростей, смонтированная вместе с двигателем главного привода постоянного тока,—трехваловая с электромагнитными муфтами, обеспечивающими два диапазона вращения шпинделя и один диапазон вращения инструмента револьверной головки.
Технические характеристики:
Длина, мм 3325
Ширина, мм 1630
Высота, мм 2100
Класс точности станка по ГОСТ 8-82, ( Н, П, В, А, С ) П
Мощность двигателя главного движения, кВт 15
Масса станка, кг 5 000
Тип УЧПУ и емкость инструментального магазина 3С110
Частота вращения шпинделя min/max, об/мин 40/4 000
Диаметр детали над станиной, мм
Диаметр прутка наибольший, мм 40
Длина обрабатываемой детали, мм 100
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.