Большинство подготовительных функций действует до тех пор, пока не заменяется или отменяется другой функцией из той же группы. Однако некоторые из них (например, G28) действуют только в том кадре, в котором указаны. В одном кадре можно запрограммировать несколько подготовительных функций, если только они из разных групп. Если запрограммировать больше одного кода из одной группы, то лишь последний код G является эффективным.
Вспомогательные функции М предназначены для сообщения соответствующих команд исполнительному органу станка или УЧПУ. В основном используются в режиме двухпозиционного управления (ВКЛ/ВЫКЛ). В одном кадре эффективным является только один код М. Основные виды вспомогательных функций представлены в таблице 3.
Основные виды вспомогательных функций
Таблица 3
Команда |
Назначение |
|
М00 |
Программная остановка |
|
М02 |
Конец программы |
|
М03 |
Вращение шпинделя по часовой стрелке |
|
М04 |
Вращение шпинделя против часовой стрелки |
|
М05 |
Выключение шпинделя и СОТС |
|
М06 |
Смена инструмента |
|
М08 |
Включение СОТС |
|
М09 |
Выключение СОТС |
|
М10 |
Зажим оси А |
|
М11 |
Освобождение оси А |
|
М17 |
Зажим инструмента |
|
М18 |
Освобождение инструмента |
|
М19 |
Ориентация шпинделя |
|
М20 |
Зажим оси С |
|
М21 |
Освобождение оси С |
|
М30 |
Блокирование оси Z |
|
М45 |
Подготовка к смене инструмента |
|
М46 |
Вращение магазина |
|
М47 |
Разрешение на передвижение к магазину |
|
М48 |
Открытие передней двери магазина |
|
М49 |
Закрытие передней двери магазина |
|
М98 |
Вызов подпрограммы |
|
М99 |
Конец подпрограммы |
Программирование величины скорости S и подачи F. В данном устройстве ЧПУ используется метод прямого кодирования величин скоростей. После кода S указывается частота вращения шпинделя в об/мин, а после кода F – скорость движения в мм/мин.
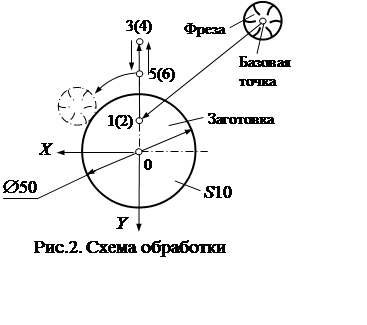
Пример программы для обработки цилиндрической поверхности (рис.2).
 O20;
O20;
N1G90G0X0Y-30.;
N2A0C0;
N3G43H1Z30.;
N4M0;
N5S500M3;
N6Y-70.;
N7Z-12.;
N8G1G42D2Y-25F50;
N9G3J25.;
N10G1Y-30.;
N11G0Z10.;
N12G40H0Z300.M5.;
N13М02;
%
Комментарий программы. N1 – выбор абсолютной системы координат (G90), перемещение в точку 1 (рис.2) по осям Х и Y на ускоренной подаче (G0). N2 – ускоренное перемещение стола в нулевые координаты по осям А и С. N3 – вводится коррекция на длину инструмента (G43), величина которой берется из первого корректора (Н1), и осуществляется ускоренное перемещение инструмента по координате Z в точку 2. N4 - осуществляется технологический останов, необходимый для проверки правильности ввода величины коррекции (с использованием концевых мер). N5- включается вращение шпинделя по часовой стрелке с частотой вращения 500 об/мин. N6 – ускоренное перемещение по оси Y в точку 3. N7 - ускоренное перемещение по оси Z в точку 4. N8 – вводится коррекция на радиус инструмента (G42), величина которой берется из второго корректора (D2), и осуществляется прямолинейное движение (G1) на рабочей подаче 50 мм/мин в точку 5 (подход к контуру). N9 – обход детали по контуру против часовой стрелки из точки 5 в точку 6. N10 – отход от обрабатываемой поверхности на рабочей подачи. N11 – ускоренное перемещение в безопасную плоскость по координате Z. N12 – отмена коррекции на длину и радиус инструмента, выключение вращения шпинделя, отвод инструмента в исходную точку по координате Z. N13 – конец программы.
В данной программе нумерация кадров приведена для удобства комментария. В устройстве ЧПУ FANUC 6M не обязательно указывать номера кадров, если на них нет ссылки в программе (например, GOTO10 – переход на кадр с номером N10).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.