Установить переключатель поз. 7 (рис.3) в положение "работа в ручном режиме". Нажатием кнопки "POS" " панели поз. 4 выйти в режим "RELATIVE", о чем свидетельствует наличие жирных точек перед адресами координат на экране дисплея. Нажать кнопку "Z" панели поз. 2. При этом на экране происходит мерцание данного адреса. Нажать кнопку "ORIGN" – на экране дисплея численное значение адреса Z обнуляется.
 Далее выбрать величину дискретности
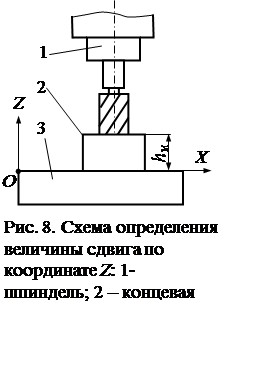
перемещения на панели поз. 11 (рис. 3) и направление перемещения – адрес "Z" на панели поз. 13. Вращая
маховичок ручного генератора, и, перемещая инструмент по оси Z,
добиться плотного стыка: фреза – концевая мера – деталь (рис. 8). После этого
считать величину Z с экрана дисплея и добавить эту
величину с учетом знака в корректор, куда была ранее занесена предварительная
величина коррекции на длину инструмента. Эта операция осуществляется аналогично
изложенному выше.
Далее выбрать величину дискретности
перемещения на панели поз. 11 (рис. 3) и направление перемещения – адрес "Z" на панели поз. 13. Вращая
маховичок ручного генератора, и, перемещая инструмент по оси Z,
добиться плотного стыка: фреза – концевая мера – деталь (рис. 8). После этого
считать величину Z с экрана дисплея и добавить эту
величину с учетом знака в корректор, куда была ранее занесена предварительная
величина коррекции на длину инструмента. Эта операция осуществляется аналогично
изложенному выше.
Эта часть наладки осуществляется для всех инструментов, участвующих в обработке заготовки. После чего процесс наладки завершается.
Ввод управляющей программы. Ввод программы в ЧПУ станком может осуществляться с кассеты памяти посредством интерфейса RS 232 C, с перфоленты и в режиме ручного ввода с пульта. Так как в процессе выполнения лабораторной работы используются небольшие по объему управляющие программы, рассмотрим режим ручного ввода.
Для регистрации новой управляющей программы необходимо активировать панель поз. 5 (рис. 3) с помощью специального ключа поз.17. Переключатель поз. 7 установить в режим редактирования управляющей программы. Нажать кнопку "PRGRM" на панели поз. 4, при этом на экране дисплея высветится программа, с которой работали в предыдущий раз. Провести упорядочение содержания памяти. Для этого последовательно нажать кнопки "CAN" и "ORIGN". При этом на экране воспроизводятся все номера зарегистрированных программ и объем свободной памяти. Убедиться в том, что в данном списке программ отсутствует имя, под которым вы хотите зарегистрировать свою программу. Далее набрать на панелях поз. 2 и 3 имя регистрируемой программы, например "O40". Удерживая нажатой верхнюю правую клавишу ("редактирование") на панели поз.5, нажать клавишу "INSRT" ("вставить"). При этом изображение на экране обновляется и появляется имя зарегистрированной программы.
С помощью клавишного набора ввести следующий кадр управляющей программы. Символ конец кадра ";" вводится нажатием клавиши "EOB". Набираемая информация появляется в нижней части экрана. Если замечена ошибка клавишного набора, то нажатием клавиши "CAN" знак последнего клавишного ввода исчезает. Если клавиша "CAN" остается нажатой, то введенные знаки последовательно исчезают, начиная с конца. Кадр, содержащий более 32 знаков, не может быть введен, и поэтому такой кадр следует разделить. Если информация введена правильно, то нажать клавишу"INSRT", удерживая клавишу "редактирование" на панели поз. 5.
Ввести последовательно все кадры управляющей программы указанным методом. Визуально проверить правильность введенной информации. Если обнаружены ошибки, то, используя клавиши управления курсором, установить его в позицию, подлежащую корректировки. Набрать новую информацию и нажать клавишу "ALTER" (вместо) или "INSRT" (вставить). Удаление ненужного слова осуществляется клавишей "DELET" (удалить).
Следует обратить внимание, что нажатие клавиш "ALTER", "INSRT" и "DELET" являются результативными только при удерживании в нажатом состоянии клавиши "редактирование" панели поз.5.
Запуск управляющей программы осуществляется в следующей последовательности. Переключатель режима работы поз. 7 установить в положение "работа из памяти". При необходимости установить покадровый режим работы, нажав соответствующую клавишу на панели поз. 6. Нажать клавишу "START".
ВНИМАНИЕ! Работу на станке осуществлять только с преподавателем или учебным мастером.
Вопросы для самопроверки.
1. Каким образом осуществляется настройка всех параметров исполнительных движений в станках с ЧПУ?
2. Как осуществляется привязка систем координат станка и детали?
3. Для чего необходима коррекция на длину и радиус инструмента, как она настраивается?
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.