














|
Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
«Кузбасский государственный технический университет»
Кафедра технологии машиностроения
Технология машиностроения
Методические указания по выполнению
курсовой работы для студентов специальности 150402
«Горные машины и оборудование»
Утверждены на заседании кафедры
Протокол № 8 от 26.04.2011
Рекомендованы к печати учебно-методической комиссией специальности 130409
Протокол № от
Электронная копия хранится в библиотеке главного корпуса
ГУ КузГТУ
Кемерово 2011
ВВЕДЕНИЕ
Темой курсовой работы является разработка технологического процесса механической обработки детали в условиях мелко-серийного (ремонтного) производства.
Целью выполнения данной курсовой работы являются:
- закрепление знаний, полученных при изучении соответствующего теоретического курса;
- развитие практических навыков проектирования технологических процессов изготовления деталей.
1. Исходные материалы для выполнения курсовой работы
Исходными материалами для выполнения курсовой работы являются:
1. Чертеж детали. Это должна быть деталь средней сложности, для обработки которой требуются 5-7 технологических операций, например: вал, вал-шестерня, зубчатое колесо, фланец, крышка подшипника и т.п. Чертеж детали выбирается студентом самостоятельно или по согласованию с преподавателем.
2. Технические требования на изготовление детали
2. Программы выпуска детали. Так как тип производства мелкосерийный, ориентировочно принимаем программу выпуска 30 – 50 штук.
2. Содержание курсовой работы
Курсовая работа состоит из расчетно-пояснительной записки, маршрутных карт технологического процесса и графической части.
2.1. Расчетно-пояснительная записка
Общие правила и требования оформления расчетно-пояснительной записки регламентированы ГОСТ 2.105-79 и ГОСТ 7.32-81.
Расчетно-пояснительная записка выполняется на листах формата А4 (примерный объем 20-25 листов) и состоит из следующих разделов:
1. Анализ служебного назначения детали.
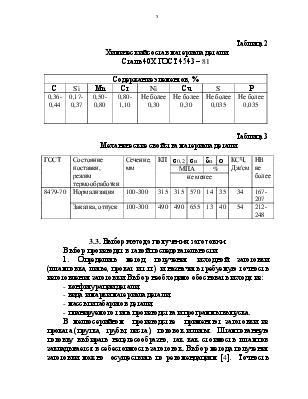
2. Материал детали и его свойства.
3. Выбор метода получения заготовки.
4. Назначение технологических методов обработки поверхностей детали.
5. Выбор и обоснование выбора технологических баз.
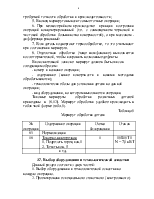
6. Маршрут обработки.
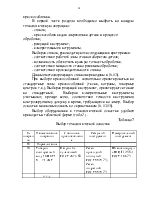
7. Выбор оборудования и технологической оснастки.
8. Определение припусков на обработку.
9. Определение режимов обработки.
10. Определение норм времени.
Список использованной литературы.
Приложение:
- чертеж детали (синька, ксерокопия);
- спецификация на чертеж станочного (контрольного) приспособления;
- маршрутный технологический процесс на технологических картах в соответствии с ГОСТ 3.1105-84.
2.2. Оформление технологической документации
Комплектность документации по технологическому процессу определяется в соответствии с требованиями единой системы технологической документации ЕСТД по ГОСТ 3.1102-81, ГОСТ 3.1105-84.
Комплектность технологических документов на технологические процессы:
Титульный лист ГОСТ 3.1404-81 Форма 2
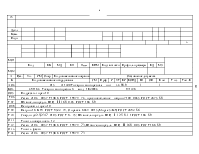
Маршрутная карта ГОСТ 3.1118-82 Форма 1, 1а
Операционная карта ГОСТ 3.1404-86 Форма 1, 1а
Карта эскизов ГОСТ 3.1105-82 Форма 1-5
Ведомость операций технического контроля ГОСТ 3.1502-85 Форма 1, 1а.
2.3. Графическая часть
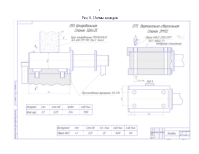
Графическая часть включает 2 листа формата А1, на которых изображаются деталь, заготовка, станочное или контрольное приспособление (1 лист) и схемы наладок (2 лист).
Правила оформления чертежей регламентированы стандартами ЕСКД. Чертежи заготовок оформляют в соответствии с требованиями [1, 2, 3].
Технологические наладки вычерчивают конструктивно.
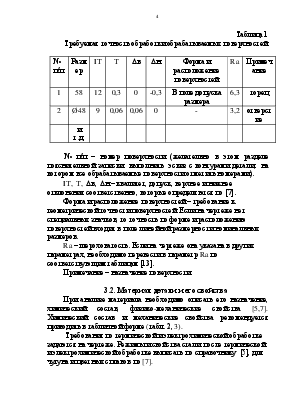
На схемах наладки показывают:
- контуры заготовки в масштабе;
- установочные и зажимные элементы приспособления (конструктивно);
- режущий инструмент в конце рабочего хода;
- устройство для закрепления режущего инструмента на станке (патрон, оправку – конструктивно);
- направление движений инструмента и заготовки;
- операционные размеры;
- шероховатость обрабатываемых поверхностей.
Вверху каждой схемы наладки указывают номер и наименование операции, а также модель станка.
Внизу приводят таблицу режимов резания и элементов норм времени. Режимы резания проводят для каждого режущего инструмента наладки, поэтому на листе режущие инструменты нумеруют. На одном листе может быть помещено несколько наладок в зависимости от выбранного масштаба. Лист схем наладок должен содержать 3-4 наладки на различные операции. Пример оформления наладок приведен в приложении.
3. Методические указания по отдельным разделам
курсовой работы
3.1. Анализ служебного назначения детали
В этом разделе необходимо рассмотреть следующие вопросы:
- служебное назначение детали;
- требуемую точность обработки всех обрабатываемых поверхностей;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.