Механическая рука конструктивно не связана с прессом, поэтому может работать с разными прессами (при этом прессы должны быть оснащены электропереключателями). Все движения механизмов руки осуществляются при помощи трех пневмоцилиндров, управление которыми проводится при помощи электропереключателя барабанного типа, имеющего привод от коленчатого вала пресса через цепную передачу.
Работа механической руки производится на автоматическом цикле. Возможно также переключение управления руки для наладки каждого ее движения.
Основными узлами являются: основание, рама, механизм захвата, подъема и горизонтального отвода детали, ленточный транспортер, система электропневматических клапанов и воздухоразводки, электропереключатель (командоаппарат).
На раме монтируются основные механизмы руки: по направляющим движется каретка с захватом; два швеллера являются каркасом для ленточного транспортера, привод которого установлен внизу на площадке. На ней же смонтирована система дросселей и электропневматических клапанов. Две пластины являются направляющими для каретки нижнего цилиндра. Рукоятка, связанная с червячной парой, служит для вертикального перемещения рамы по винтам основания. При этом бруски двигаются в направляющих стойках основания. Когда захват отрегулирован на нужную высоту, имеется возможность застопорить бруски в направляющих.
Механизм захвата приводится в действие пневмоцилиндром 1(см рис 3.6). Шток 2 этого цилиндра двигает по двум штангам 7 поперечину 6, на концах которой закреплены каретки 3 с захватами 4 и 5.Деталь, зажатая за кромку губками захвата, после подъема и горизонтального отвода ее из межштампового пространства при разжатии губок захвата падает на ленточный транспортер. Транспортер смонтирован на раме механической руки и включает в себя электродвигатель (N= 0,6 квт, h= 1420 об/мин), редуктор, цепную передачу, ведущий барабан, натяжной барабан, поддерживающие ролики и ленту.
На плите, кроме привода транспортера, установлены также три электропневматических клапана, управляющих работой цилиндров, а также дроссели для регулировки времени наполнения каждого цилиндра.
Внедрение механической руки напольного типа с ленточным транспортером дало возможность освободить одного рабочего и организовать поточную линию штамповки деталей.. Поточная механизированная линия выглядит так: после операции вытяжки или формовки деталь снимается механической рукой и при помощи ленточного транспортера подается ко второму прессу, где производится обрезка или пробивка отверстий. Деталь выталкивается из верхней половины штампа, снимается при помощи лоткового сбрасывателя и подается на второй межоперационный транспортер, по которому попадает к третьему прессу, также снабженным лотковым сбрасывателем.
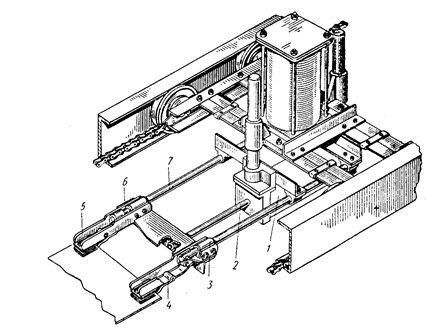 |
Рис3.6Механизм захвата механической руки
Технические характеристики механической руки модели МР 2 к прессу ЭРФУРТ PKnZT 500/2500 усилием 5 МН приведены в таблице3.11.
Таблица 3.11
Техническая характеристика механической руки модели МР 2
|
Параметр |
Значение |
|
Размер подаваемой заготовки, мм |
300 – 1000 |
|
Толщина заготовки, мм |
0,5-3,0 |
|
Тянущее усилие электромагнита, кН |
5 |
|
Наибольшее число заготовок, подаваемых в 1 мин |
40 |
|
Подъем руки, мм (от среднего положения) |
±250 |
|
Точность укладки заготовки в штампы, мм (без ловителей) |
±1 |
|
Длина руки, мм |
550 |
|
Габаритные размеры, мм |
1075*780*1072 |
|
Масса, кг |
345 |
Применение механических рук позволяет повысить производительность на 20 – 30 %, увеличить коэффициент использования прессов до 60 – 75 %, улучшить условия труда.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.