


















. а,
ПРОЕКТИРОВАНИЕ ЛИТЕЙНЫХ ФОРМ
Федеральное агентство по образованию
Ульяновский государственный технический университет
. а,
для студентов, обучающихся по специальности 150201
«Машины и технология обработки металлов давлением»
УДК 621.744 (075)
ББК 34.61
В48
Рецензенты: профессор, д-р техн. наук , технический директор ООО «проект»
Одобрено секцией методических пособий научно-методического совета университета
а, .; ,
Проектирование литейных форм: учебное пособие для студентов, обучающихся по специальности 150201 «Машины и технология обработки металлов давлением» / . а, Ульяновск: УлГТУ, 2006. – с.
Предназначено для студентов машиностроительных факультетов, специализирующихся в области обработки металлов давлением. В пособии рассмотрены теоретические основы и предложены практические методы и примеры проектирования литейных форм. Литье занимает особое место в производстве. Развитие и совершенствование методов литья ведет к росту числа применяемых способов, что дает возможность шире применять литые детали в разработках. Специалист, работающий с металлом, должен иметь представление о механизмах литья и особенностях конструирования форм.
Работа подготовлена на кафедре «Материаловедение и ОМД».
УДК 621.744 (075)
ББК 34.61
© . а, С. В 2006
© Оформление. УлГТУ, 2006
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ
1. Технологичность отливки
2. Чертеж отливки
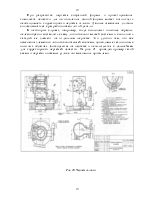
3. Чертеж собранной формы
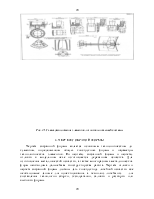
4. Систематизация конструктивных элементов оснастки
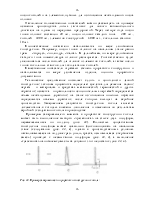
5. Выбор способа изготовления
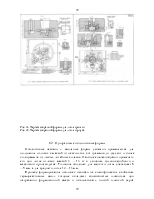
6. Формы для гравитационного заполнения
6.1. Одноразовые формы из песчано – глинистых смесей
6.2. Одноразовые оболочковые формы
6.3. Многоразовые формы (кокили)
7. Формы для специальных видов литья
7.1. Формы для литья под низким давлением
7.2. Кокиль для литья методом направленной кристаллизации
7.3. Формы для литья выжиманием. Пресс-формы для литья под давлением
Заключение
Контрольные вопросы
Библиографический список
ВВЕДЕНИЕ
В последнее время объем литых деталей, применяемых в промышленности, непрерывно возрастает. Литые детали находят применение в таких отраслях, как авиация, судостроение, радиотехника, электроника и др. В условиях современности к отливкам предъявляются все более высокие требования по конструкционным показателям, устойчивости к агрессивным средам, жаропрочности и другие, ранее считавшиеся необычными требованиями.
Стремление разработчиков шире применять в конструкциях литые детали обусловлено большими возможностями литья, как метода получения рациональной заготовки, и объясняется тем, что свойства литой заготовки максимально приближены к свойствам готовой детали. Наряду с этим наблюдается тенденция уменьшения массы изделий, что приводит к противоречию между требованиями высокой надежности и стремлением к уменьшению массы конструкции. Кроме того, при конструировании изделия необходимо учитывать соответствующие производственные условия.
Работа конструктора по оснастке должна быть тесно связана с работой конструктора изделия. Для этого в каждой отрасли промышленности существуют соглашения, в которых оговорены технические условия на поставку литья.
Конструктор изделия должен знать технические приемы, применяемые при изготовлении оснастки и литейной формы. Конструкцию оснастки необходимо выполнять с той же точностью, что и конструкцию изделия, а чертежи оснастки должны быть одинаково понятны и инженеру – изготовителю оснастки и контролеру модельного или инструментального цеха, проверяющего точность изготовления. Только тогда полученные отливки будут в точности соответствовать конструкции, а снижение степени надежности, которое может быть при неточности изготовления детали, будет сведено до минимума.
Таким образом, существует две стороны деятельности конструктора оснастки – выполнение проекта оснастки в соответствии с замыслом конструктора изделия и выполнение проекта в соответствии с возможностями производства. Существует еще один достаточно важный момент – технология литья детали, которую следует рассмотреть подробнее.
Основным исходным документом для проектирования литейной формы или модельного комплекта оснастки является техническое задание на проект. В зависимости от сложности и новизны поставленной задачи созданию технического задания предшествует решение того или иного круга технологических вопросов.
Практика показывает, что рациональность конструкции и высокая точность отливок достигается при совместной проработке технологичности литой детали конструктором основного изделия, конструктором литейной оснастки, технологом-литейщиком и технологом механической обработки. При конструировании необходимо анализировать техническую и экономическую целесообразность предполагаемого способа изготовления отливки с учетом всех технических особенностей (положение отливки в форме, плоскость разъема, число и рациональность сборки стержней, конструкция литниковопитающей системы).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.