Повышенные требования к конструктивной сложности и прочности отливок при литье под давлением требуют создания новых пресс-форм.
Сложные формы отливок и повышенные требования к ним приводят к необходимости использования метода литья под давлением взамен обычно принятым методам литья в песчано – глинистые смеси или в кокиль, так как это сокращает объем механической обработки.
Применение литья под давлением для получения крупносерийных или массовых деталей со сравнительно невысокими показателями по механическим свойствам и герметичности экономически не оправдано, так как повышаются возможности метода благодаря появлению новых конструкций пресс-форм.
6. ФОРМЫ ДЛЯ ГРАВИТАЦИОННОГО ЗАПОЛНЕНИЯ
Литейные формы для гравитационного заполнения, то есть заполнения из ковша или из дозатора под действием силы тяжести, являются самыми распространенными. Они могут быть одноразовыми и многоразовыми.
Одноразовые формы из песчано – глинистых смесей – самые распространенные и разнообразные литейные формы. При небольшом объеме выпуска от нескольких штук до нескольких десятков деталей литье в землю экономичнее благодаря более низкой стоимости деревянной и металлической модели по сравнению с металлическими многоразовыми формами – кокилями или пресс – формами для литья под давлением.
При гравитационном литье для получения отливки без дефектов (шлаковые включения, окисные плены, неслитины, рыхлоты, микрорыхлоты, газовые раковины) большое значение имеет правильно сконструированная литниковая система. Для различного типа отливок из цветных сплавов разработано большое число конструкций литниковых систем, которые можно разделить на четыре вида.
1. Нижняя литниковая система, при которой сплав подводится в наиболее низкорасположенную часть полости.
2. Вертикальная литниковая система с питателями, расположенными в вертикальной плоскости разъема формы (к ним относятся и вертикальнощелевые, отформованные моделями колодцев с вертикальными питателями).
3. Верхняя литниковая система, при которой сплав заливается в прибыль или в верхнюю часть полости, или в горизонтальный разъем закрытой сверху формы.
4. Комбинированная литниковая система, в которой могут сочетаться все виды литниковых систем.
Каждая из литниковых систем состоит из различных элементов, количество которых может сильно меняться в зависимости от технологических задач, поставленных перед разработчиками конструкции формы.
6.1. Одноразовые формы из песчано – глинистых смесей
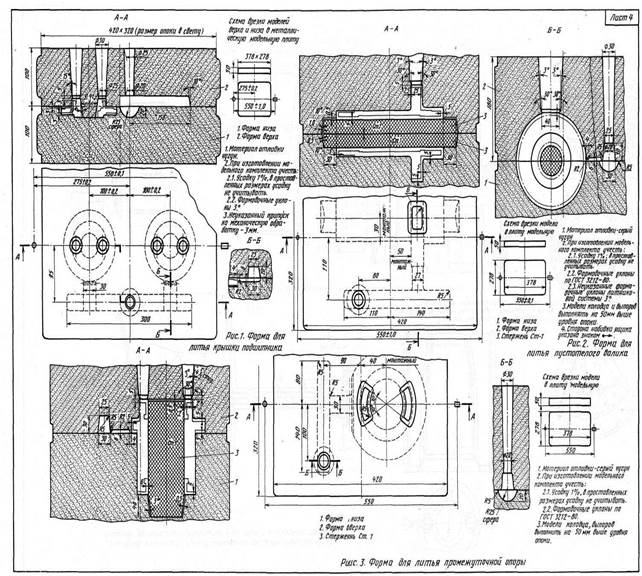
На Рис. 23 представлены формы для литья чугунных и стальных заготовок. Показана простая форма для получения крышек подшипника, выполненная в двух опоках, отверстия формируются выступающими элементами верхней полуформы (рис.23 а). В данной форме используются унифицированные элементы литннково-питающей системы, получаемые с помощью стандартизованных элементов моделей стояка, коллектора с металлоприемником, прибылей и питателя с обнизкой при входе в полость формы для создания надреза, необходимого при отбивании отливок при выбивке формы, а также унифицированная разметка модельных плит относительно оси направляющих штырей спарки опок и соответственно расположения моделей отливок и элементов литниковопитающей системы.
|
|
На рис. 23 б показана более сложная форма с горизонтальным стержнем ст. 1, формирующим внутреннюю полость отливки валика, так же как и в предыдущем случае чертеж формы имеет всю необходимую информацию для изготовления модельного комплекта и сборки формы.
На рис. 23 в показана форма с вертикальным стержнем ст. 1 и верхней литниковой системой с подводом металла в разъем формы при преимущественном расположении формы в нижней опоке.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.