






















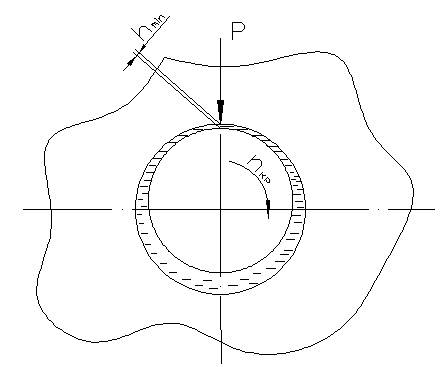
Наивыгоднейший тепловой режим работы подшипника при наименьшем коэффициенте трения наступает при установившемся движении, когда h = 0,25S. Подставляя значение h в последнюю формулу, получим наивыгоднейший зазор:
или
![]()
![]()
4.Расчетнный зазор, по которому выбирается посадка, определяется;
![]()
где ![]() - шероховатость поверхностей вала и отверстия по ГОСТ
2739-73, которая принимается
- шероховатость поверхностей вала и отверстия по ГОСТ
2739-73, которая принимается
![]()
![]()
5.Чтобы большая часть подвижных соединений при сборке имела зазор, близкий к расчетному, при выборе стандартной посадки необходимо выполнение равенства:
![]()
При выборе предпочтительной посадки в соответствии с
ГОСТ25347-82 Æ 100  ,
,
![]()
![]()
![]()
Такое расхождение ![]() с
с ![]() допускается.
допускается.
6.Выбранную посадку необходимо проверить на
наименьшую толщину масляной пленки ![]() ,при которой обеспечивается жидкостное трение.
,при которой обеспечивается жидкостное трение.
![]()
Для обеспечения жидкостного трения нужно соблюдать условие:
![]()
![]()
В нашем случае это условие соблюдается:![]()
Следовательно, выбранная посадка Æ 100  удовлетворяет всем необходимым
требованиям и может использоваться для подшипников скольжения, работающих в
условиях жидкостного трения.
удовлетворяет всем необходимым
требованиям и может использоваться для подшипников скольжения, работающих в
условиях жидкостного трения.
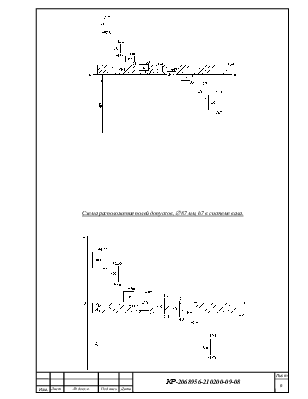
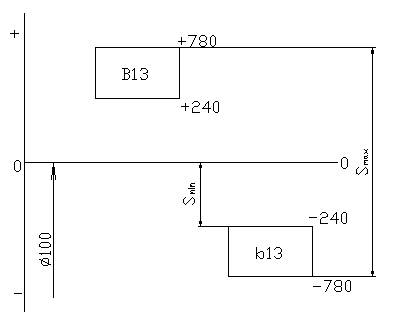
Схема расположения полей допусков.
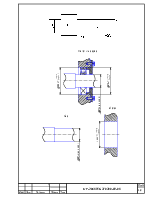
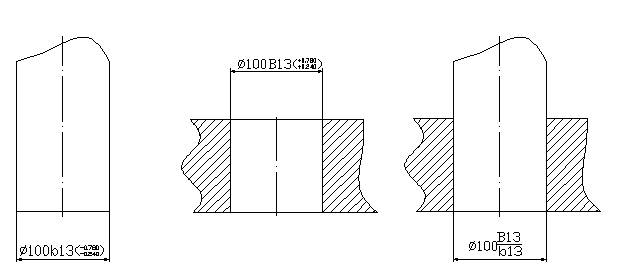
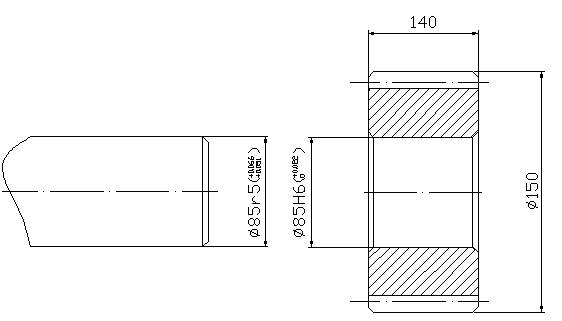
Эскиз деталей, входящих в соединение.
Задание3: Расчет и выбор посадки с гарантированным натягом.
Исходные данные:
Номинальный диаметр соединения: d = 85 мм = 0,085 м; d1 = 0мм;
d2= 150 мм = 0,150 м
Длина соединения: l = 140 мм = 0,140 м;
Крутящий момент: М = 1700 Н/ м;
Коэффициент трения: f = 0,15;
Предел текучести
материала деталей соединения сталь 40 ![]() =
34x107 H/м2.
=
34x107 H/м2.
Расчет и выбор посадки с натягом.
1. Определим удельное давление на сопрягаемых поверхностях неподвижного соединения, определяется при действии крутящего момента:

2. Наименьший натяг в соединении вычисляется по формуле:
3.

 ,
, ,
,3.Расчётный натяг, по которому выбирается посадка, определяется по формуле:
![]()
Величины ![]() -шероховатости поверхностей вала
и отверстия, которые принимаются;
-шероховатости поверхностей вала
и отверстия, которые принимаются; ![]()
![]()
4. Выбор стандартной посадки производится из
условия относительной неподвижности соединяемых деталей: Æ 
5.Предварительно выбранная посадка затем проверяется расчетом на прочность деталей при наибольшем натяге.
6.Удельное давление, возникающее при наибольшем натяге - выбранной посадки рассчитывается:

Возникающее при этом напряжения, в охватывающей детали (отверстие) и охватываемой (вал) будут соответственно равны:
 ,
,
 ,
, 
Полученный результат сравниваем с пределом
текучести материала деталей: для стали 40 ![]() Напряжение
в обхватывающей детали (отверстие) и охватываемой (вал) меньше предела
текучести
Напряжение
в обхватывающей детали (отверстие) и охватываемой (вал) меньше предела
текучести ![]() то есть 9,98*107<34*107
и 9,71*107<34*107). Следовательно, выбранная посадка
то есть 9,98*107<34*107
и 9,71*107<34*107). Следовательно, выбранная посадка
Æ  удовлетворяет
всем необходимым требованиям, то есть обеспечивает прочность неподвижного
соединения и гарантирует относительную неподвижность вала и отверстия.
удовлетворяет
всем необходимым требованиям, то есть обеспечивает прочность неподвижного
соединения и гарантирует относительную неподвижность вала и отверстия.
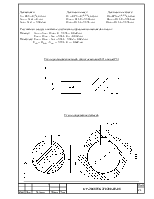
Схема расположения полей допусков
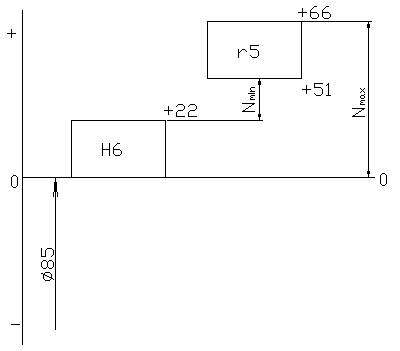
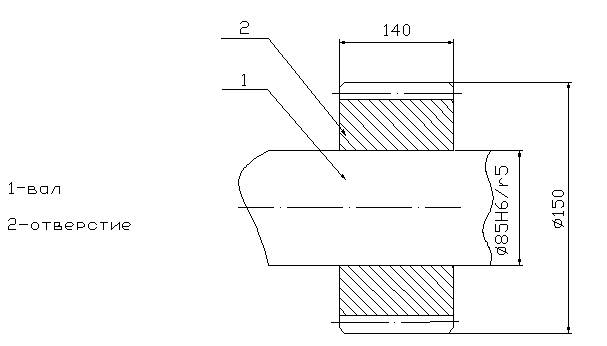
Схема соединения деталей.
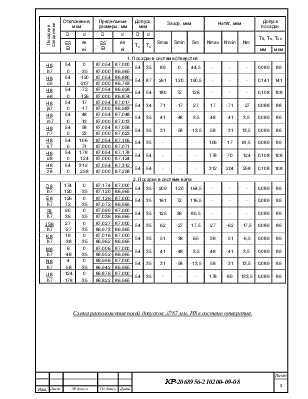
Задание 4: Расчет исполнительных размеров
гладких предельных калибров.
Исходные данные.
![]()
1.Расчет калибров-пробок:
Определим размер калибров- пробок для отверстия D=100 с полем допуска B13.
По ГОСТ25347-82 находим предельные отклонения изделия: ES =+780мкм;
EI = +240мкм.
Наибольший и наименьший предельные размеры отверстия:
![]()
По ГОСТ24853-81 для тринадцатого квалитета находим данные для расчета размеров калибров, мкм:
H=35; Z=54; Y=0;
Наибольший размер проходного, нового калибра - пробок
![]()
Размер калибра ПР, проставляемый на чертеже 100,3115-0,035 мм.
Исполнительные размеры: наибольший 100,3115 мм.
наименьший 100,2765 мм.
Наименьший размер изношенного проходного калибра пробки:
![]() .
.
Наибольший размер непроходного - нового калибра пробки
![]()
Размер калибра НЕ, проставляемый на чертеже 100,7975-0,035 мм
Исполнительные размеры: наибольший 100,7975 мм.
наименьший 100,7625 мм.
2.Расчет калибров-скоб.
Определим размеры калибров - скоб для вала d=100 мм с полем допуска b13.
По ГОСТ 25347-82 находим предельные отклонения изделия: es = -0,240 мм;
еi = -0,780 мм.
Наибольший и наименьший предельные размеры вала:
dmax=99,760 мм; dmin=99,220 мм.
По ГОСТ24853-81 для 13-го квалитета находим данные для расчета
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.