



Анализ и обработка сигналов при ультразвуковом контроле рельсов мобильными средствами дефектоскопии.
Опыт эксплуатации мобильных средств дефектоскопии рельсов с регистрацией результатов контроля показывает, что информацию, полученную при сплошном контроле рельсов, можно сгруппировать в соответствующие базы данных, позволяющие систематизировать технологию использования дефектоскопической информации. В частности крайне необходимо формирование отдельной базы данных по обнаруженным остродефектным рельсам на каждом мобильном средстве контроля. Анализ собранного в базе данных материала, объединенного в единый сетевой банк данных, позволит выделить и систематизировать наиболее характерные признаки сигналов от разнообразных видов и типов дефектов, уточнить критерии их браковки, идентифицировать образ и размеры дефектов по записи дефектограммы контроля и постепенно формализовать эти признаки для последующего перехода к созданию алгоритма программы автоматизированной расшифровки сигналов контроля.
На типовой дефектограмме контроля рельсов мобильными средствами дефектоскопии ( в виде В-развертки), кроме сигналов от конструктивных отражателей элементов верхнего строения пути ( элементы стрелочных переводов, болтовые отверстия, отверстия под соединители, стыковые зазоры, технологические отверстия устройств СЦБ), фиксируются также полезные сигналы, несущие информацию о наличии дефектов, и мешающие сигналы от различных отражателей, не являющиеся опасными дефектами, а также сигналы акустических и электрических помех.
Анализ основных параметров сигналов характеризующих дефект, и систем их регистрации показал, что наиболее эффективными способами обработки являются определение минимальной условной протяженности отражателя и (или) условной высоты, а также приращения времени прихода эхо-сигналов в последующих периодах.
Минимальная условная протяженность дефекта, который необходимо выявить, определяется количеством синхронных, отраженных от дефекта импульсов (К) в пачке из N возможных. Зависимость между ними определяется известным выражением для «серийного» критерия K= 1,5 √ N .
При перемещении искательной системы время распространения УЗ колебаний до отражателя и обратно для наклонного наезжающего преобразователя будет уменьшаться, а для отъезжающего преобразователя – увеличиваться. Регистрируются эти сигналы на развертке типа В в виде наклонных линий, наклон которых для однотипных отражателей зависит только от угла ввода преобразователя. Если излучение УЗ колебаний в рельс ( или их запоминание и регистрация) осуществляется через равные отрезки пройденного пути l, то время распространения до отражателя и обратно с каждой последующей посылкой для наезжающего преобразователя будет уменьшаться, а для отъезжающего преобразователя – увеличиваться на одну и ту же величину t. Для рассматриваемого способа излучения величина t зависит от скорости распространения сдвиговой волны в стали, дискретности излучения по длине рельса l ( или дискретности съема и запоминания информации), а также от угла ввода преобразователя и определяется из выражения:
∆ l
∆ t = -------------- ;
Csinα где C - скорость распространения сдвиговой волны в стали.
Так как дискретность излучения УЗ колебаний по длине рельса и углы ввода преобразователей в применяемой схеме прозвучивания для каждого аппаратно-программного комплекса величины постоянные, то величина tтакже постоянная и не зависит от скорости перемещения искательной системы. Эта закономерность совместно с «серийным» критерием используется для обработки результатов контроля применительно к наклонным преобразователям. Задается значение N(исходя из принятой минимальной условной протяженности дефекта), по которому определяется значение К. Затем анализируется количество принятых синхронных сигналов К из N возможных и время распространения УЗ колебаний в каждом такте излучения. Наличие сигналов в том или ином временном интервале, удовлетворяющих заданным условиям, характеризует наличие дефектов определенного вида.
В обработанной записи будут видны только отдельные фрагменты, на которые стоит обратить внимание, а мешающие сигналы отсеиваются. Это существенно облегчает расшифровку дефектограммы контроля и повышает достоверность обнаружения дефектов. Рассматриваемый алгоритм автоматизированной обработки информации, получаемой в процессе УЗ контроля рельсов, предлагается как один из возможных вариантов, который в дальнейшем может дополняться и усовершенствоваться.
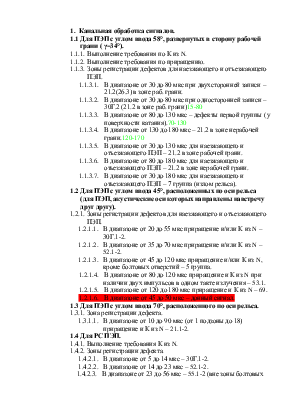
1. Канальная обработка сигналов.
1.1 Для ПЭП с углом ввода 58°, развернутых в сторону рабочей грани ( γ=34°).
1.1.1. Выполнение требования по К из N.
1.1.2. Выполнение требования по приращению.
1.1.3. Зоны регистрации дефектов для наезжающего и отъезжающего ПЭП.
1.1.3.1. В диапазоне от 30 до 80 мкс при двухсторонней записи – 21.2(26.3) в зоне раб. грани.
1.1.3.2. В диапазоне от 30 до 80 мкс при односторонней записи – 30Г.2 (21.2 в зоне раб. грани)15-80
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.