Окружающий нас мир, его законы настолько сложны и многообразны, что все факторы, формирующие качество, обладают изменчивостью и имеют вероятностный характер и их практически невозможно сохранить неизменными. Поступающие материалы имеют от партии к партии, и даже внутри партии, чуть разные свойства, двигающиеся части оборудования имеют люфты, и детали после обработки, поэтому имеют чуть разные размеры, оператор получил плохое известие и начал делать ошибки и т.п. Изменчивость факторов формирующих качество, их вероятностный, случайный характер – вот в чем причина того, что продукция получается чуть разной (вариабельной) и может оказаться даже дефектной.
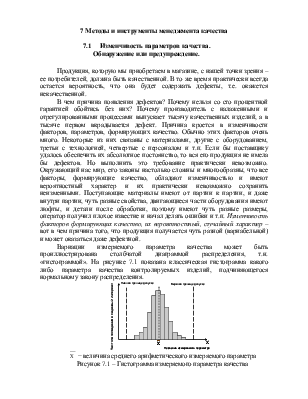
Вариации измеряемого параметра качества может быть проиллюстрирована столбчатой диаграммой распределения, т.н. «гистограммой». На рисунке 7.1 показана классическая гистограмма какого либо параметра качества контролируемых изделий, подчиняющегося нормальному закону распределения.
![]() −
величина среднего арифметического измеряемого параметра
−
величина среднего арифметического измеряемого параметра
Рисунок 7.1 – Гистограмма измеряемого параметра качества
По горизонтальной оси на этом рисунке откладываются интервальные значения измеряемого параметра, а по вертикальной − частота регистрации этого параметра в заданном интервале в контролируемой партии.
Из рисунка 7.1 видно, что проконтролированные детали имеют различную величину измеренного параметра. Однако все наблюдаемые вариации лежат в границах поля допуска, т.е. удовлетворяют предъявляемым требованиям.
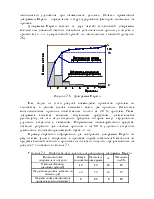
На рисунке 7.2 показан другой случай, когда в силу большей изменчивости результатов производственного процесса часть проконтролированных изделий имеют параметр качества за пределами поля допуска, что регистрируется как брак.
Рисунок 2 – Гистограмма измеряемого параметра качества, имеющего большой разброс
Своим происхождением вариации обязаны двум принципиально разным источникам, которые принято называть общими (соттоп) и специальными (аssignable) причинами вариаций.
Общими причинами вариаций называют причины, являющиеся неотъемлемой частью данного процесса и внутренне ему присущие. Они связаны с неабсолютной точностью поддержания параметров и условий осуществления процесса, с неабсолютной идентичностью условий на его входах и выходах и т.д. Другими словами, это - результат совместного воздействия большого числа случайных факторов, каждый из которых вносит весьма малый вклад в результирующую вариацию и влияние которых мы, по тем или иным соображениям, не можем или не хотим отделить друг от друга.
Специальные причины вариаций -те причины, которые возникают из-за внешних по отношению к процессу воздействий на него и не являются его неотъемлемой частью. Они связаны с приложением к процессу незапланированных воздействий, не предусмотренных его нормальным ходом. Другими словами, это - результат конкретных случайных воздействий на процесс, причем тот факт, что именно данная конкретная причина вызывает данное конкретное отклонение параметров (характеристик) процесса от заданных значений часто (но далеко не всегда) и приводит к тому, что эту причину можно обнаружить без приложения каких-то исключительных усилий или затрат.
Разделение причин вариаций на два указанных вида принципиально потому, что борьба с вариабельностью процесса в этих двух случаях требует различного подхода. Специальные причины вариаций требуют локального вмешательства в процесс, тогда как общие причины вариаций требуют вмешательства в систему.
Локальное вмешательство:
- обычно осуществляется людьми, занятыми в процессе и близкими к нему (т.е. это линейный персонал, линейные руководители и т.д.);
- обычно нужно примерно для 15 % всех возникающих в процессе проблем (это выяснилось после многих лет применения данного подхода на практике, откуда и вытекает известное правило Дж. Джурана 85/15, и все следствия из этого правила);
- неэффективно или ухудшает ситуацию, если в процессе отсутствуют специальные причины вариаций, и, напротив, эффективно, если они присутствуют.
Вмешательство в систему:
- почти всегда требует действий со стороны высшего менеджмента;
- обычно нужно примерно для 85 % всех возникающих в процессе проблем;
- неэффективно или ухудшает ситуацию, если в процессе присутствуют специальные причины вариаций, и, напротив, эффективно, если они отсутствуют.
Классическим способом оберегания потребителя от дефектной продукции являлся и является контроль качества. Контроль качества, как самостоятельный вид профессиональной деятельности берет свое начало от эпохи Ф. Тейлора. Каждое предприятие, выпускающее продукцию, имеет службу контроля качества. Контролю подвергаются материалы и комплектующие, поступающие от поставщиков, процессы, оборудование, приборы и инструменты, полуфабрикаты после операций производственного процесса, готовая продукция.
Контролю может подвергаться вся продукция, либо часть ее в виде
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.