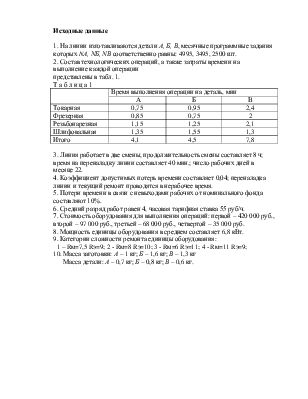
Исходные данные
1. На линии изготавливаются детали А, Б, В, месячные программные задания которых NА, NБ, NВ соответственно равны: 4995, 3495, 2500 шт.
2. Состав технологических операций, а также затраты времени на выполнение каждой операции представлены в табл. 1.
Т а б л и ц а 1
|
Время выполнения операции на деталь, мин |
|||
|
А |
Б |
В |
|
|
Токарная |
0,75 |
0,95 |
2,4 |
|
Фрезерная |
0,85 |
0,75 |
2 |
|
Резьбонарезная |
1,15 |
1,25 |
2,1 |
|
Шлифовальная |
1,35 |
1,55 |
1,3 |
|
Итого |
4,1 |
4,5 |
7,8 |
3. Линия работает в две смены, продолжительность смены составляет 8 ч; время на переналадку линии составляет 40 мин.; число рабочих дней в месяце 22.
4. Коэффициент допустимых потерь времени составляет 0,04; переналадка линии и текущий ремонт проводятся в нерабочее время.
5. Потери времени в связи с невыходами рабочих от номинального фонда составляют 10%.
6. Средний разряд работ равен 4, часовая тарифная ставка 55 руб/ч.
7. Стоимость оборудования для выполнения операций: первой – 420 000 руб., второй – 97 000 руб., третьей – 68 000 руб., четвертой – 35 000 руб.
8. Мощность единицы оборудования в среднем составляет 6,8 кВт.
9. Категории сложности ремонта единицы оборудования:
1 – Rм=7,5 Rэ=9; 2 - Rм=8 Rэ=10; 3 - Rм=6 Rэ=11; 4 - Rм=11 Rэ=9;
10. Масса заготовки: А – 1 кг; Б – 1,6 кг; В – 1,3 кг
Масса детали: А – 0,7 кг; Б – 0,8 кг; В – 0,6 кг.
Последовательность выполнения расчетов.
1. Определение параметров многономенклатурной автоматизированной поточной линии.
Находим частные такты работы линии, которые рассчитываются по условному объекту: в нашем случае по детали В (как наиболее трудоемкой).
Определим коэффициенты приведения i-й детали к условному объекту:
Где ![]() ,
, ![]() – трудоемкость изготовления i-й и условной
детали на линии соответственно.
– трудоемкость изготовления i-й и условной
детали на линии соответственно.
![]()
Приведем программные задания деталей А, Б, В к условной детали В в приведенных единицах:
![]()
Тогда месячная программа i-й детали, изготавливаемой на линии, будет иметь следующий вид:
![]()
![]()
![]()
![]()
Тогда условный общий такт линии (мин.) может быть представлен следующим образом:
где F эф.лин – эффективный фонд работы линии (час.)
Для того чтобы рассчитать F эф.лин найдем эффективный фонд времени на единицу оборудования:
![]()
где Fн – номинальный фонд времени рабочего (час.);
С - число смен;
р – плановые простои оборудования в ремонте = 3 %)
Месячный номинальный фонд времени:
Fн =22. 8 =176 час.
Отсюда:
Fэф. об. = 176 .2. (1-3/100) =341,4 час.
В данном примере принимаем Fэф. лин. = Fэф. об.
Следовательно:
Fэф. лин. = 341,4 час.
Тогда:
![]()
Рассчитав условный общий такт мы можем найти частные такты работы линии:
![]() ,
,
![]() мин.
мин.
![]() мин.
мин.
![]() мин.
мин.
Находим необходимое число рабочих мест на каждой операции и их загрузку
Расчетное число рабочих мест на j-ой операции технологического процесса изготовления деталей А, Б, В определяют следующим образом:
 , где tштj –
штучное время выполнения j-ой операции, мин;
, где tштj –
штучное время выполнения j-ой операции, мин;
ri –частный такт, мин.
 ,
, ![]()
Дальнейшие результаты расчетов приведены в таблице 2
Коэффициент загрузки рабочих мест на j-ой операции
 , где wпрj
– принятое число рабочих
мест на j-ой операции.
, где wпрj
– принятое число рабочих
мест на j-ой операции.
Средний коэффициент загрузки оборудования (рабочих мест) при изготовлении:
деталей А
деталей Б
деталей В
Из приведенных расчетов можно сделать следующий вывод, что линия является переналаживаемой с равномерной загрузкой.
Таблица 2
Расчетное и принятое число рабочих мест по операциям и их загрузка
|
Наименование операции |
А |
Б |
В |
Принятое число рабочих мест на линии |
|||||||||
|
tшт мин |
wр шт. |
wпр шт. |
кз % |
tшт мин. |
wр шт. |
wпр шт. |
кз % |
tшт мин. |
wр шт. |
wпр шт. |
кз % |
||
|
1.Токарная |
0,75 |
0,5 |
1 |
50 |
0,95 |
0,58 |
1 |
58 |
2,4 |
0,84 |
1 |
84 |
1 |
|
2.Фрезерная |
0,85 |
0,56 |
1 |
56 |
0,75 |
0,45 |
1 |
45 |
2 |
0,7 |
1 |
70 |
1 |
|
3.Резьбонарезная |
1,15 |
0,76 |
1 |
76 |
1,25 |
0,75 |
1 |
75 |
2,1 |
0,73 |
1 |
73 |
1 |
|
4.Шлифовальная |
1,35 |
0,89 |
1 |
89 |
1,55 |
0,93 |
1 |
93 |
1,3 |
0,45 |
1 |
45 |
1 |
|
Итого |
4,1 |
2,71 |
4 |
- |
4,5 |
2,71 |
4 |
- |
7,8 |
2,72 |
4 |
- |
4 |
Находим численность основных производственных рабочих на линии.
Численность основных производственных рабочих может быть определена по следующей формуле
 , где Зр -
запасные рабочие необходимые для подмены, % (в данном примере, как и в
дальнейших расчетах, рекомендуемое значение Зр =10
%);
, где Зр -
запасные рабочие необходимые для подмены, % (в данном примере, как и в
дальнейших расчетах, рекомендуемое значение Зр =10
%);
wпрj - принятое число рабочих мест на j-ой операции;
С - число смен работы;
ноj- норма обслуживания рабочих мест на данной операции (в данном примере, как и в дальнейших расчетах, рекомендуемое значение ноj =1);
m - число операций на линии.
Тогда число основных производственных рабочих занятых на линии при обработке:
деталей А
Ч осн.раб.А = (1+10/100) . 4. 2=9 чел.;
деталей Б
Ч осн.раб.Б = (1+10/100) . 4. 2=9 чел.;
деталей В
Ч осн.раб.В = (1+10/100) . 4. 2=9 чел.
2. Выбор транспортных средств линии и расчет их основных параметров.
Транспортное средство линии является её неотъемлемой частью и обес
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.