
















Количественную оценку технологичности выполняем в соответствии с ГОСТ 14.202-83.
1. Коэффициент унификации конструктивных элементов:
Kу.э=Qу.э/Qэ=28/29=0.93;
где Qу.э и Qэ – соответственно число унифицированных конструктивных элементов детали и общее Qу.э=28, Qэ=29.
2. Коэффициент применяемости стандартизированных обрабатываемых поверхностей:
Kп.ст=Dо.с/Dм.о=28/29=0.93;
где Dо.с и Dм.о – соответственно число поверхностей детали, обрабатываемых стандартным инструментом и всех, подвергаемых механической обработке поверхностей.
3. Коэффициент обработки поверхностей:
Kп.о=1-Dм.о/Qэ=1-28/29=0;
4. Коэффициент использования материала:
Kи.м= q/Q =0.45/1.77=0.254;
где Q и q – соответственно масса заготовки и детали, кг.
5. Масса детали q=0.45 кг.
6. Максимальное значение квалитета обработки IT6.
7. Максимальное значение параметра шероховатости обрабатываемой поверхности Ra 0.4 мкм.
4. Определение типа и форм производства.
Тип производства по ГОСТ 3.1119–83 характеризуется коэффициентом закрепления операций: Кз.о=1 – массовое; 1<Кз.о<10 – крупносерийное; 10<Кз.о<20 – среднесерийное; 20<Кз.о<40 – мелкосерийное производство. В единичном производстве не регламентируется.
Кз.о=SПoi/SPi;
где SПOi – суммарное число различных операций;
SPi – явочное число рабочих участка, выполняющих различные операции.
ПOi=hн/hз;
где hн–планируемый нормативный коэффициент загрузки станка;
hз – коэффициент загрузки станка проектируемой операции.
Примем hн – 0.8; [1, стр. 53].
![]() .
.
где Тшт.к – штучно-калькуляционное время, мин.;
Nм – месячная программа выпуска заданной детали, шт;
Fм – месячный фонд времени работы оборудования, час;
Кв – коэффициент выполнения норм равный 1.3 [1, стр. 53].
Nм=Nг/24=10000/24=417 шт.;
где Nг – годовая программа выпуска заданной детали, Nг=10000 шт.;
Fм=Fг/24=4055/24=169 ч.;
где Fг – годовой фонд времени работы оборудования, Fг=4055 час.
Подставим полученные значения, получим:
hзi=Тшт.кi·0.0316;
Штучно-калькуляционное время : Tшт.к=jк*Tо;
Tшт.к005=23*1.36=31.28 мин ;
Tшт.к010=20*1.36=27.2 мин;
Tшт.к015=10.58*1.3=13.75 мин ;
Tшт.к020=4.5*1.51=6.8 мин ;
Tшт.к035=21.5*1.55=33.33 мин;
Tшт.к040=3.77*1.55=5.84 мин;
ПOi=0.8/hзi;
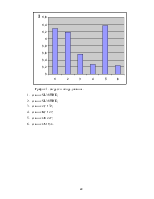
Остальные результаты расчёта сводим в таблицу .
Таблица .1.
|
Операция |
005 |
010 |
015 |
020 |
035 |
040 |
|
hзi |
0.990 |
0.860 |
0.435 |
0.215 |
1.050 |
0.185 |
|
ПOi |
0.81 |
0.93 |
1.84 |
3.72 |
0.76 |
4.32 |
SПOi=12.38;
Число рабочих, обслуживающих каждый станок в отдельности:
![]()
SPOi=0.77·6=4.61;
Кз.о.=12.38/4.610=2.685.
Формы организации технологических процессов в соответствии с ГОСТ 14.312–83 зависят от установленного порядка выполнения операций, расположения оборудования, количества изделий и направления их движения при изготовлении.
Существуют две формы организации технологических процессов: групповая и поточная.
При групповой форме организации запуск изделий в производство осуществляется партиями с определенной периодичностью.
Количество деталей в партии для одновременного запуска определяется по методике В.А.Петрова.
1.
Рассчитываем
предельно допустимые параметры партии ![]() и
и
![]() :
:
 ;
;  , где
, где ![]() - эффективный месячный фонд
времени участка, равный 10560 мин;
- эффективный месячный фонд
времени участка, равный 10560 мин; ![]() - число
операций механической обработки по технологическому процессу;
- число
операций механической обработки по технологическому процессу; ![]() - средний коэффициент выполнения
норм по участку, равный 1.3 ;
- средний коэффициент выполнения
норм по участку, равный 1.3 ; ![]() - суммарная
трудоемкость технологического процесса, мин;
- суммарная
трудоемкость технологического процесса, мин; ![]() -
средняя трудоемкость одной операции, мин;
-
средняя трудоемкость одной операции, мин; ![]() -
коэффициент, учитывающий затраты межоперационного времени. Для среднегабаритных
сложных деталей принимается равным 1.5.
-
коэффициент, учитывающий затраты межоперационного времени. Для среднегабаритных
сложных деталей принимается равным 1.5.
![]() шт;
шт;
![]() шт.
шт.
Параметр ![]() отражает производительность и
уровень специализации рабочих мест на участке. С помощью параметра
отражает производительность и
уровень специализации рабочих мест на участке. С помощью параметра ![]() учитывается и ограничивается
объем незавершенного производства и связывания оборотных средств. Меньший из
двух параметров обозначаем
учитывается и ограничивается
объем незавершенного производства и связывания оборотных средств. Меньший из
двух параметров обозначаем ![]() и будем его
использовать для расчета размера партии. Параметр
и будем его
использовать для расчета размера партии. Параметр ![]() округлим
в сторону увеличения до
округлим
в сторону увеличения до ![]() , кратного
размеру партии на сборочной стадии
, кратного
размеру партии на сборочной стадии ![]() .
.
![]() шт.
шт.
2. Определяем расчетную периодичность повторения партий деталей (дн.):
![]() , где
, где ![]() -
месячная программа выпуска деталей:
-
месячная программа выпуска деталей: ![]() .
.
![]() дней.
дней.
3.
Согласовываем
расчетную периодичность повторения партий деталей с ее допустимыми нормативными
значениями. Принимаем ![]() .
.
4. Рассчитываем размер партии согласно условию:
![]() шт;
шт;
![]()
5. Выбор способа получения заготовки
Заготовкой для детали служит прокат (ГОСТ 8560-78).
Стоимость заготовки из проката рассчитываем по формуле:
![]()
где
![]() - затраты на материал заготовки,
руб.;
- затраты на материал заготовки,
руб.;
![]() - технологическая себестоимость
заготовительных операций.
- технологическая себестоимость
заготовительных операций.
![]()
где
![]() - масса заготовки, кг;
- масса заготовки, кг;
![]() -
стоимость 1 кг материала, руб.;
-
стоимость 1 кг материала, руб.;
![]() -
масса готовой детали, кг;
-
масса готовой детали, кг;
![]() -
стоимость 1т отходов, руб.
-
стоимость 1т отходов, руб.
![]() руб.;
руб.;
![]() ;
;
где
![]() - приведенные затраты на
заготовительные операции, коп./ч;
- приведенные затраты на
заготовительные операции, коп./ч;
![]() -
штучно-калькуляционное время выполнения заготовительной операции.
-
штучно-калькуляционное время выполнения заготовительной операции.
![]() руб.;
руб.;
![]() руб.
руб.
6. Анализ базового варианта технологического процесса механообработки.
Для оценки базового варианта технологического процесса необходимо подвергнуть его подробному разбору, результаты которого будут предпосылкой для разработки нового варианта технологии.
Содержание и степень углубленности анализа зависят от различных факторов: конструкции изделия, применяемых методов его обработки, реальных производственных условий. Предметом анализа является технологический процесс изготовления корпуса.
Технологический процесс содержит 6 операции механической обработки:
Операция 005. -Токарная ЧПУ- станок SL30 THE
Устанавливаем заготовку в патрон, закрепляем, обрабатываем, Тшк=23
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.