Лабораторная работа № 5
ОПТИМИЗАЦИЯ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ШТАМПОВКОЙ
1. ОБЩИЕ УКАЗАНИЯ
1.1. Цель работы
Приобретение навыков в разработке оптимальных технологических процессов изготовления деталей РЭС методом штамповки с применением ЭВМ.
1.2. Общая характеристика содержания работы
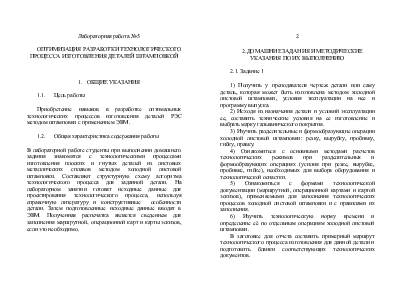
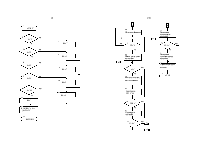
В лабораторной работе студенты при выполнении домашнего задания знакомятся с технологическими процессами изготовления плоских и гнутых деталей из листовых металлических сплавов методом холодной листовой штамповки. Составляют структурную схему алгоритма технологического процесса для заданной детали. На лабораторном занятии готовят исходные данные для проектирования технологического процесса, используя справочную литературу и конструктивные особенности детали. Затем подготовленные исходные данные вводят в ЭВМ. Полученная распечатка является сведением для заполнения маршрутной, операционной карт и карты эскизов, если это необходимо.
2
2.ДОМАШНИЕ ЗАДАНИЯ И МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО ИХ ВЫПОЛНЕНИЮ
2.1. Задание 1
1) Получить у преподавателя чертеж детали или саму деталь, которая может быть изготовлена методом холодной листовой штамповки, условия эксплуатации на нее и программу выпуска.
2) Исходя из назначения детали и условий эксплуатации ее, составить технические условия на ее изготовление и выбрать марку гальванического покрытия.
3) Изучить разделительные и формообразующие операции холодной листовой штамповки: резку, вырубку, пробивку, гибку, правку.
4) Ознакомиться с основными методами расчетов технологических режимов при разделительных и формообразующих операциях (усилия при резке, вырубке, пробивке, гибке), необходимых для выбора оборудования и технологической оснастки.
5) Ознакомиться с формами технологической документации (маршрутной, операционной картами и картой эскизов), применяемыми для заполнения технологических процессов холодной листовой штамповки и с правилами их заполнения.
6) Изучить технологическую норму времени и определение её по отдельным операциям холодной листовой штамповки.
В заготовке для отчета составить примерный маршрут технологического процесса изготовления для данной детали и подготовить бланки соответствующих технологических документов.
Оптимизация разработки техпроцесса изготовления деталей штамповкой
Методические указания
к лабораторной работе № 5 по дисциплине
«Технология деталей РЭС» для студентов дневного и заочного обучения по
специальности 200800 «Проектирование и технология РЭС»
Составитель
ЛР066815 от 25.08.99 Подписано к изданию 13.10.2000
Уч.-изд. л. 1.4 “C”
Издательство Воронежского государственного
технического университета
394026, Воронеж, Московский проспект, 14
26
|
9 |
|
|
18 нет |
|
|
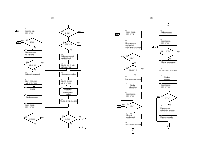
PN>50 |
26 17 |
|
TAB=TIP2(9) |
|
|
да |
XD2=90 |
|
19 нет |
|
|
PN>63 |
27 |
|
TAB=TIP2(10) |
|
|
да |
XD2=75 |
|
20 нет |
|
|
PN>100 |
28 |
|
TAB=TIP2(11) |
|
|
да |
XD2=50 |
|
21 нет |
|
|
PN>160 |
29 |
|
TAB=TIP2(12) |
|
|
да |
XD2=32 |
|
22 нет |
|
|
PN>250 |
30 |
|
TAB=TIP2(13) |
|
|
да |
XD2=32 |
|
23 нет |
|
|
PN>315 |
31 |
|
TAB=TIP2(14) |
|
|
да |
XD2=25 |
|
24 нет |
|
|
PN>400 |
32 |
|
TAB=TIP2(15) |
|
|
да |
XD2=25 |
|
25 нет |
|
|
PN>630 |
33 |
|
TAB=TIP2(16) |
|
|
да |
XD2=20 |
|
35 |
|
|
Применить пресс |
34 |
|
ZK=15 |
|
|
36 |
|
|
RETURN |
|
3
Для выполнения первого задания следует проработать материал /1, с.115-118, 175-185/ и данные методические указания.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.