




На проектируемом участке в качестве оборудования для нарезания зубьев у зубчатых колес используется зубодолбежный полуавтомат модели 5111, заменяющий в базовом варианте зубофрезерный модели Н102 С и зубодолбежный модели SN 4. Применение нового вида оборудования и обуславливает необходимость в применении других приспособлений для закрепления деталей в процессе обработки.
Учитывая тот факт, что номенклатура деталей велика и приспособления проектируются для каждого изделия в отдельности, спроектируем и рассчитаем приспособления для зубодолбежной обработки для зубчатого колеса и блока зубчатых колес.
4.1 Проектирование и расчёт приспособления для зубодолбёжной обработки блока зубчатых колёс
4.1.1 Техническое задание
Спроектировать приспособление для выполнения зубодолбёжной операции для долбления зубчатых венцов блока зубчатых колёс.
Исходные данные:
а) тип производства – единичное;
б) станок – Зубодолбёжный полуавтомат модели 5111;
в) заготовка – круглый простой сортовой профиль по ГОСТ 2879–69;
г) приспособление – одноместное;
д) инструмент – для зубодолбёжной операции используется долбяк хвостовой из сплава Р6М5К5 (ГОСТ 2475–62).
е) режимы обработки: ![]() ,
,
![]() ,
,
![]() ,
,
![]() ,
,
![]() .
.
Служебное назначение.
Приспособление предназначено для базирования и закрепления на нем блока зубчатых колёс при выполнении зубодолбёжной операции, по долблению зубчатых венцов блока зубчатых колёс. Операция производится на зубодолбёжном полуавтомате модели 5111. Приспособление должно быть одноместным.
Технические требования.
а) Приспособление должно позволять выполнять операцию долбления зубчатых венцов блока зубчатых колёс с точностью IT 7–8.
б) Приспособление должно позволять выпускать 15 деталей в год.
в) Приспособление должно обеспечить надёжную и точную установку детали, кроме того, нужно учитывать тот факт, что обработка блока зубчатых колёс будет вестись за одну установку.
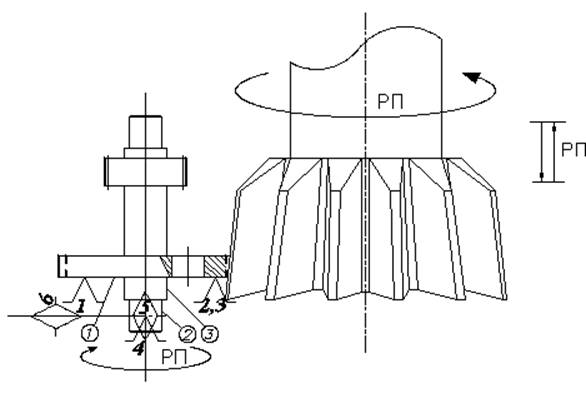
4.1.2 Разработка схемы базирования заготовки в приспособлении
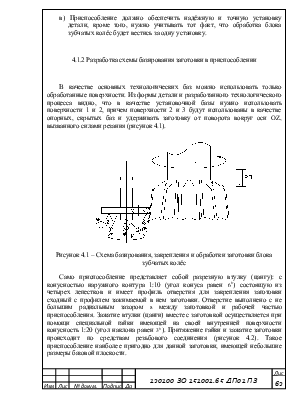
В качестве основных технологических баз можно использовать только обработанные поверхности. Из формы детали и разработанного технологического процесса видно, что в качестве установочной базы нужно использовать поверхности 1 и 2, причем поверхности 2 и 3 будут использованы в качестве опорных, скрытых баз и удерживать заготовку от поворота вокруг оси OZ, вызванного силами резания (рисунок 4.1).
Само приспособление представляет собой разрезную
втулку (цангу): с конусностью наружного контура 1:10 (угол конуса равен ![]() )
состоящую из четырех лепестков и имеет профиль отверстия для закрепления
заготовки сходный с профилем зажимаемой в нем заготовки. Отверстие выполнено с
не большим радиальным зазором s между заготовкой и рабочей частью приспособления.
Зажатие втулки (цанги) вместе с заготовкой осуществляется при помощи
специальной гайки имеющей на своей внутренней поверхности конусность 1:20 (угол
наклона равен
)
состоящую из четырех лепестков и имеет профиль отверстия для закрепления
заготовки сходный с профилем зажимаемой в нем заготовки. Отверстие выполнено с
не большим радиальным зазором s между заготовкой и рабочей частью приспособления.
Зажатие втулки (цанги) вместе с заготовкой осуществляется при помощи
специальной гайки имеющей на своей внутренней поверхности конусность 1:20 (угол
наклона равен ![]() ).
Притяжение гайки и зажатие заготовки происходит по средствам резьбового соединения
(рисунок 4.2). Такое приспособление наиболее пригодно для данной заготовки,
имеющей небольшие размеры базовой плоскости.
).
Притяжение гайки и зажатие заготовки происходит по средствам резьбового соединения
(рисунок 4.2). Такое приспособление наиболее пригодно для данной заготовки,
имеющей небольшие размеры базовой плоскости.
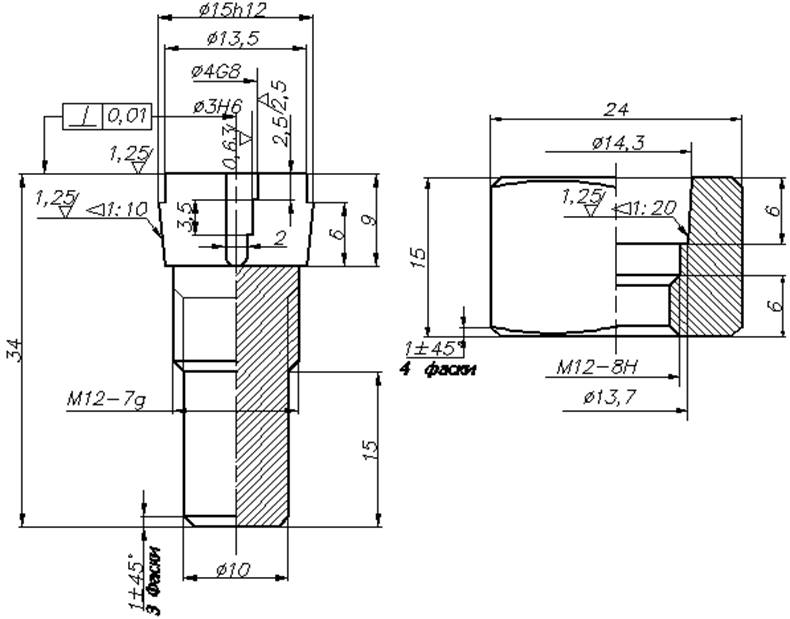
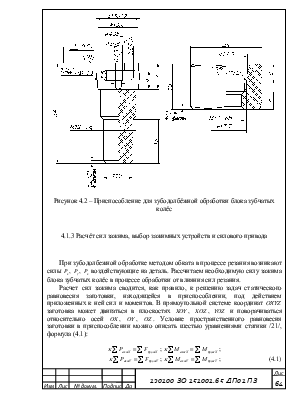
Рисунок 4.2 – Приспособление для зубодолбёжной обработки блока зубчатых колёс
При зубодолбежной обработке методом обката в процессе
резания возникают силы ![]() ,
,
![]() ,
,
![]() воздействующие
на деталь. Рассчитаем необходимую силу зажима блока зубчатых колёс в процессе
обработки от влияния сил резания.
воздействующие
на деталь. Рассчитаем необходимую силу зажима блока зубчатых колёс в процессе
обработки от влияния сил резания.
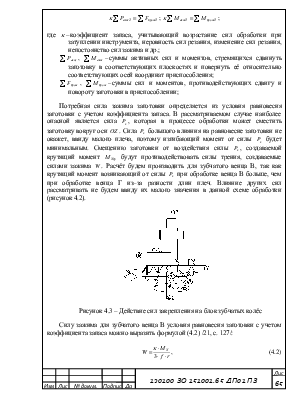
Расчет сил зажима сводится, как правило, к решению
задач статического равновесия заготовки, находящейся в приспособлении, под
действием приложенных к ней сил и моментов. В прямоугольной системе координат ![]() заготовка
может двигаться в плоскостях
заготовка
может двигаться в плоскостях ![]() ,
,
![]() ,
,
![]() и
поворачиваться относительно осей
и
поворачиваться относительно осей ![]() ,
,
![]() ,
,
![]() .
Условие пространственного равновесия заготовки в приспособлении можно описать
шестью уравнениями статики /21/, формула (4.1):
.
Условие пространственного равновесия заготовки в приспособлении можно описать
шестью уравнениями статики /21/, формула (4.1):
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
(4.1)
;
(4.1)
![]() ;
;
![]() ;
;
где ![]() коэффициент
запаса, учитывающий возрастание сил обработки при затуплении инструмента,
неровность сил резания, изменение сил резания, непостоянство сил зажима и др.;
коэффициент
запаса, учитывающий возрастание сил обработки при затуплении инструмента,
неровность сил резания, изменение сил резания, непостоянство сил зажима и др.;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.