![]() ,
,
![]() суммы
активных сил и моментов, стремящихся сдвинуть заготовку в соответствующих
плоскостях и повернуть её относительно соответствующих осей координат
приспособления;
суммы
активных сил и моментов, стремящихся сдвинуть заготовку в соответствующих
плоскостях и повернуть её относительно соответствующих осей координат
приспособления;
![]() ,
,
![]() суммы
сил и моментов, противодействующих сдвигу и повороту заготовки в
приспособлении;
суммы
сил и моментов, противодействующих сдвигу и повороту заготовки в
приспособлении;
Потребная сила зажима заготовки определяется из
условия равновесия заготовки с учетом коэффициента запаса. В рассматриваемом
случае наиболее опасной является сила ![]() ,
которая в процессе обработки может сместить заготовку вокруг оси
,
которая в процессе обработки может сместить заготовку вокруг оси ![]() .
Сила
.
Сила ![]() большого
влияния на равновесие заготовки не окажет, ввиду малого плеча, поэтому
изгибающий момент от силы
большого
влияния на равновесие заготовки не окажет, ввиду малого плеча, поэтому
изгибающий момент от силы ![]() будет
минимальным. Смещению заготовки от воздействия силы
будет
минимальным. Смещению заготовки от воздействия силы ![]() ,
создаваемой крутящий момент
,
создаваемой крутящий момент ![]() будут
противодействовать силы трения, создаваемые силами зажима
будут
противодействовать силы трения, создаваемые силами зажима ![]() .
Расчёт будем производить для зубчатого венца В, так как крутящий момент
возникающий от силы
.
Расчёт будем производить для зубчатого венца В, так как крутящий момент
возникающий от силы ![]() при
обработке венца В больше, чем при обработке венца Г из–за разности длин плеч.
Влияние других сил рассматривать не будем ввиду их малого значения в данной
схеме обработки (рисунок 4.2).
при
обработке венца В больше, чем при обработке венца Г из–за разности длин плеч.
Влияние других сил рассматривать не будем ввиду их малого значения в данной
схеме обработки (рисунок 4.2).
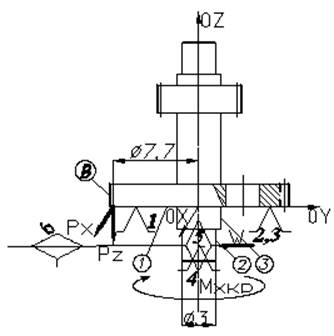
Рисунок 4.3 – Действие сил закрепления на блок зубчатых колёс
Силу зажима для зубчатого венца В условия равновесия заготовки с учетом коэффициента запаса можно выразить формулой (4.2) /21, с. 127/:
![]() ,
(4.2)
,
(4.2)
где ![]() коэффициент
запаса, учитывающий возрастание сил обработки при затуплении инструмента,
неровность сил резания, изменение сил резания, непостоянство сил зажима и др.;
коэффициент
запаса, учитывающий возрастание сил обработки при затуплении инструмента,
неровность сил резания, изменение сил резания, непостоянство сил зажима и др.;
![]() крутящий
момент от силы
крутящий
момент от силы ![]() ,
,
![]() ;
;
![]() коэффициент
трения;
коэффициент
трения;
![]() радиус
заготовки,
радиус
заготовки, ![]() .
.
Крутящий момент силы определим по формуле (4.3):
![]() ,
(4.3)
,
(4.3)
где ![]() крутящий
момент от силы
крутящий
момент от силы ![]() ,
,
![]() ;
;
![]() сила
оси
сила
оси ![]() ,
,
![]() ;
;
![]() высота
действия,
высота
действия, ![]() .
.
![]() .
.
Таким образом, определим необходимую силу зажима по формуле 4.2:
![]() .
.
Каждый лепесток цанги представляет собой односкосный клин, поэтому для приближенного расчета силы тяги вкручиваемой гайки воспользуемся формулами для расчета клина по коэффициенту усиления /21/, формула (4.4):
![]() ,
(4.4)
,
(4.4)
где ![]() сила
сжатия,
сила
сжатия, ![]() ;
;
![]() сила
сжатия лепестков цанги для выбора зазора между ее губками и заготовкой,
сила
сжатия лепестков цанги для выбора зазора между ее губками и заготовкой, ![]() ;
;
![]() коэффициент
усилия.
коэффициент
усилия.
Сила сжатия для цанги с четырьмя лепестками определяется по формуле (4.5):
![]() ,
(4.5)
,
(4.5)
где ![]() сила
сжатия лепестков цанги для выбора зазора между ее губками и заготовкой,
сила
сжатия лепестков цанги для выбора зазора между ее губками и заготовкой, ![]() ;
;
![]() радиальный зазор между цангой и заготовкой,
радиальный зазор между цангой и заготовкой, ![]() ;
;
![]() наружный диаметр лепестка в месте сечения,
наружный диаметр лепестка в месте сечения, ![]() ;
;
![]() толщина стенки лепестка,
толщина стенки лепестка, ![]() ;
;
![]() длина
лепестка от места заделки до середины конуса,
длина
лепестка от места заделки до середины конуса, ![]() .
.
![]() .
.
Определим силу тяги гайки по формуле (4.4):
![]() .
.
Таким образом, видно, что наиболее нагруженным элементом приспособления можно считать резьбовое соединение, материал приспособления сталь 45 ГОСТ 1050-88. Рассчитаем необходимый диаметр резьбы по формуле (4.6):
 ,
(4.6)
,
(4.6)
где ![]() диаметр
резьбы,
диаметр
резьбы, ![]() ;
;
![]() сила
зажима,
сила
зажима, ![]() ;
;
![]() 3,14;
3,14;
![]() допускаемое
напряжение при растяжении,
допускаемое
напряжение при растяжении, ![]() .
.
 .
.
Согласно ГОСТ 7805–70 принимаем болт ![]() .
Материал приспособления сталь 45 по ГОСТ 1050–88.
.
Материал приспособления сталь 45 по ГОСТ 1050–88.
4.1.4 Разработка документации
Чертеж приспособления представлен в графической части дипломного проекта, ему присвоено обозначение 130100 ЗО 151001.65 ДП01 10 01.
Технические требования на изготовление и эксплуатацию разработанного приспособления состоят из следующих пунктов:
а)
неуказанные предельные отклонения размеров: Н14, h14, ![]() ;
;
б) покрытие химическое оксидирование (воронение)
в) твердость HRC 28…35;
г) маркировать 107–8026–4191;
д) контроль точности приспособления производить через каждые 2,5 месяца эксплуатации;
е) остальные технические требования по СТП 107–69–87.
4.2 Проектирование и расчёт приспособления для зубодолбёжной обработки зубчатого колеса
4.2.1 Техническое задание
Спроектировать приспособление для выполнения зубодолбёжной операции для долбления зубчатого венца зубчатого колеса.
Исходные данные:
а) тип производства – единичное;
б) станок – Зубодолбёжный полуавтомат модели 5111;
в) заготовка – круглый простой сортовой профиль по ГОСТ 2879–69;
г) приспособление – одноместное;
д) инструмент – для зубодолбёжной операции используется долбяк хвостовой из сплава Р6М5К5 (ГОСТ 2475–62).
е) режимы обработки: ![]() ,
,
![]() ,
,
![]() ,
,
![]() ,
,
![]() .
.
Служебное назначение.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.