ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ РАЗМЕРОВ НЕУКАЗАННЫЕ НА ЧЕРТЕЖЕ
(ОСТ 1 00022-80)
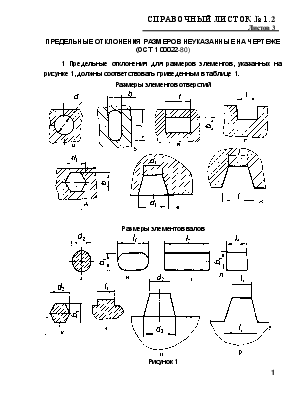
1 Предельные отклонения для размеров элементов, указанных на рисунке 1, должны соответствовать приведенным в таблице 1.
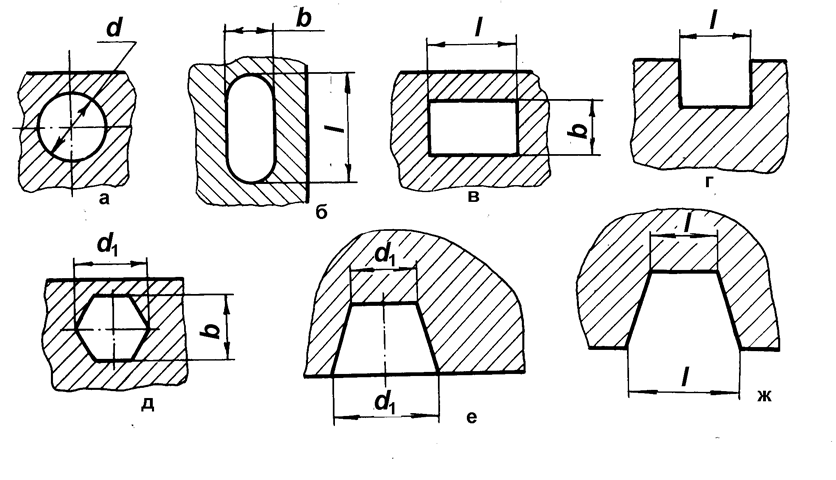 |
Размеры элементов валов
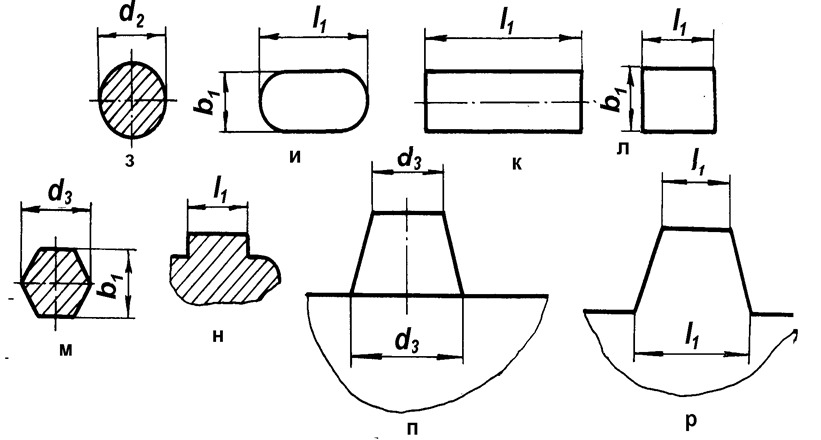
Рисунок 1
Таблица 1
Размеры в миллиметрах
|
Интервалы размеров b, b1, d, d1, d2, d3, l, l1 |
Предельные отклонения размеров |
|||
|
диаметров |
остальных |
|||
|
отверстий d |
валов d2 |
отверстий b, d1, l |
валов b1 , d3, l1 |
|
|
От 0,1 до 0.3 |
+0,06 0 |
0 -0.06 |
+0,10 0 |
0 -0,06 |
|
Св. 0,3 до 0,5 |
+0,10 0 |
0 -0.10 |
+0.14 0 |
0 -0.14 |
|
Св. 0,5 до 1 (искл.) |
||||
|
От 1 до 3 |
+0,14 0 |
0 -0,14 |
+0,25 0 |
0 -0,25 |
|
Св. 3 до 6 |
+0,18 0 |
0 -0.18 |
+0,30 0 |
0 -0.30 |
|
Св. 6 до 10 |
+0.22 0 |
0 -0,22 |
+0.36 0 |
0 -0,36 |
|
Св. 10 до 18 |
+0,27 0 |
0 -0.27 |
+0,43 0 |
0 -0.43 |
|
Св. 18 до 30 |
+0.33 0 |
0 -0,33 |
+0.52 0 |
0 -0,52 |
|
Св. 30 до 50 |
+0,39 0 |
0 -0,39 |
+0,62 0 |
0 -0.62 |
|
Св. 50 до 80 |
+0,46 0 |
0 -0,46 |
+074 0 |
0 –074 |
|
Св. 80 до 120 |
+0.54 0 |
0 -0,54 |
+0.87 0 |
0 -0,87 |
|
Св. 120 до 180 |
+0.63 0 |
0 -0,63 |
+1.00 0 |
0 -1,00 |
|
Св. 180 до 250 |
+0.72 0 |
0 -0.72 |
+1.15 0 |
0 -1,15 |
|
Св. 250 до 315 |
+0.81 0 |
0 -0,81 |
+1,30 0 |
0 -1,30 |
|
Св. 315 до 400 |
+0,89 0 |
0 -0,89 |
+1,40 0 |
0 –140 |
|
Се. 400 до 500 |
+0,97 0 |
0 -0.97 |
+1.55 0 |
0 -1,55 |
|
Св. 500 до 630 |
+1,10 0 |
0 -1,10 |
+175 0 |
0 –175 |
|
Св. 630 до 800 |
+1,25 0 |
0 -1,25 |
+2,00 0 |
0 -2.00 |
|
Св. 800 до 1000 |
+2,30 0 |
0 -2,30 |
||
|
Св. 1000 до 1250 |
+2,60 0 |
0 -2,60 |
||
|
Св. 1250 до 1600 |
+3,10 0 |
0 -3.10 |
||
|
Св. 1600 до 2000 |
+1.50 0 |
0 -1.50 |
+370 0 |
0 –370 |
|
Св. 2000 до 2500 |
+1,75 0 |
0 –175 |
+4.40 0 |
0 -4.40 |
|
Св. 2500 до 3150 |
+2.10 0 |
0 -2,10 |
+5.40 0 |
0 -5,40 |
|
Св. 3150 до 4000 |
+2,60 0 |
0 -2.60 |
+6,60 0 |
0 -6,60 |
|
Св. 4000 до 5000 |
+3.20 0 |
0 -3,20 |
+8,00 0 |
0 -8.00 |
|
Св. 5000 до 6300 |
+4.00 0 |
0 -4.00 |
+9.80 0 |
0 -9,80 |
|
Св. 6300 до 8000 |
+4.90 0 |
0 -4,90 |
+12.00 0 |
0 -12.00 |
|
Св. 8000 до 10000 |
+6.00 0 |
0 -6,00 |
+15.00 0 |
0 -15,00 |
2 На диаметр отверстия, изготовленного сверлом, допускается минусовое отклонение, равное половине предельного отклонения по Н12.
3 Предельные отклонения для размеров элементов, указанных на рисунке 2, должны соответствовать приведенным в таблице 2.
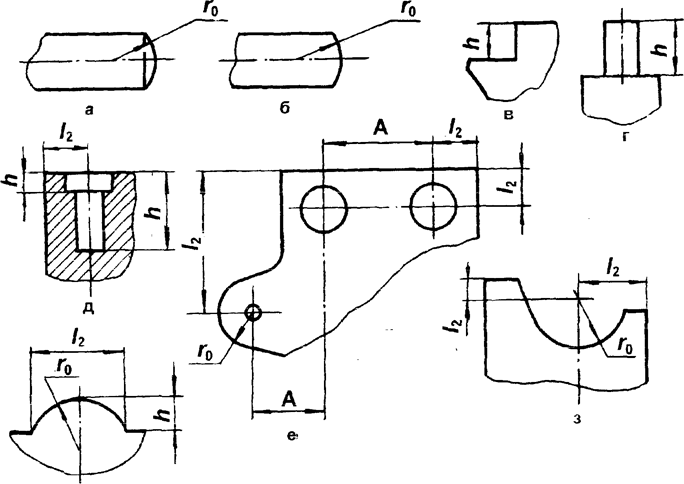
Рисунок 2
Таблица 2
Размеры в миллиметрах
|
Интервалы размеров A, h, l2, r0 |
Предельные отклонения размеров A, h, l2, r0 |
Интервалы размеров A, h, l2, r0 |
Предельные отклонения размеров A, h, l2, r0 |
|
От 0,1 до 0,3 |
±0,05 |
Св. 315 до 1000 |
±0,80 |
|
Св. 0,3 до 0,5 |
±0,07 |
Св. 1000 до 2000 |
+1.20 |
|
Св 0,5 до 3 |
±0,15 |
Св. 2000 до 3150 |
±2,00 |
|
Св 3 до 6 |
±0.20 |
Св. 3150 до 5000 |
+3.00 |
|
Св. 6 до 30 |
Св. 5000 до 8000 |
±5.00 |
|
|
Св. 30 до 120 |
±0,30 |
Св. 8000 до 10000 |
±8,00 |
|
Св. 120 до 315 |
±0,50 |
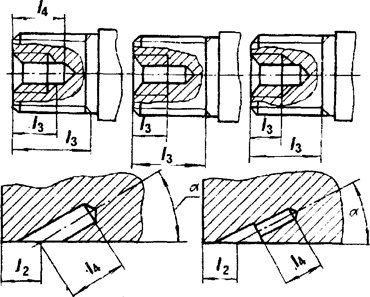
4 Предельные отклонения для размеров элементов длины резьбы с полным профилем и элементов длины резьбы со сбегом или недорезом, а также глубины сверления под углом α ≤ 900, указанных на рисунке 3, должны соответствовать приведенным в таблицах 2 и 3.
Таблица 3
Размеры в миллиметрах
|
Интервал размеров |
Предельное отклонение размеров |
|||||
|
l3 |
l4 |
|||||
|
От 0.1 до 0,3 |
- |
+0,10 -0,05 |
||||
|
Св. 0,3 до 0.5 |
- |
+.20 -0.10 |
||||
|
Св. 0,5 до 3 |
+0,50 -0,25 |
|||||
|
Св. 3 до 6 |
||||||
|
Св. 6 до 30 |
+1,00 -0,50 |
|||||
|
Св. 30 до 120 |
||||||
|
Св. 120 до 315 |
||||||
Рисунок 3
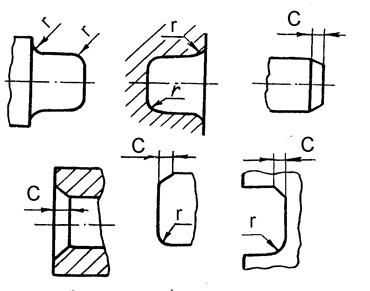
5 Предельные отклонения для размеров элементов, указанных на рисунке 4. должны соответствовать приведенным в таблице 4.
Примечание. Внутренний радиус от 0,1 до 1 мм обеспечивается инструментом.
5.1 Предельные отклонения на угол фаски +2°.
5.2 Притупление наружных углов, ребер, кромок, размеры которых не указаны на чертеже, выполнять фаской от 0,1 до 0,4 мм, соответственно внутренних углов (галтели) - фаской от 0,2 до 0,8 мм.
Допускается форма притупления радиусом.
Форма поверхностей притупления не регламентируется.
Таблица 4
Размеры в миллиметрах
|
|
Предельные отклонения |
||
|
0.1 |
±0,07 |
||
|
Св. 0,1 до 0,3 |
+0,10 |
||
|
Св. 0,3 до 0.5 |
±0,20 |
||
|
Св. 0,5 до 3 |
±0,30 |
||
|
Св. 3 до 6 |
±0,50 |
||
|
Св. 6 до 30 |
±1,00 |
||
|
Св. 30 до 120 |
±2.00 |
||
|
Св. 120 до 315 |
±4,00 |
||
|
Св. 315 до 1000 |
Рисунок 4
6 Предельные отклонения углов в зависимости от длины меньшей стороны угла или образующей конуса должны соответствовать указанным в таблице 5
Таблица 5
|
Интервал длины меньшей стороны угла или обра-зующей конуса, мм |
Предельное отклонение угла |
|||
|
α < 900; α > 900 |
900 |
|||
|
в угловых единицах |
в мм на 100 мм длины |
в угловых единицах |
в мм на 100 мм длины |
|
|
До 10 |
±2° |
±3,6 |
±1°30' |
±2,50 |
|
Св. 10 до 40 |
±1° |
±1,8 |
±45' |
±1.30 |
|
Св. 40 до 160 |
±40' |
±1,2 |
±20' |
±0,60 |
|
Св. 160 до 630 |
±20' |
±0,6 |
±10' |
±0,3 |
|
Св. 630 до 2500 |
±10' |
±0,3 |
±5' |
±-.15 |
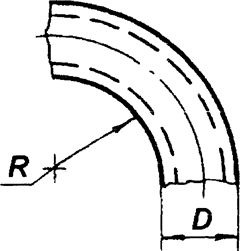
7 Предельные отклонения размеров элементов гиба труб, указанных на рисунке 5, должны соответствовать приведенным в таблицах 6 и 7.
|
Размеры в миллиметрах
|
Наружный ди-аметр труб D |
Отклонение от круглости диаметра трубы D |
|
От 1,5 до 3 |
0,3 |
|
Св. 3 до 6 |
0,5 |
|
Св. 6 до 10 |
1,0 |
|
Св. 10 до 18 |
1,5 |
|
Св. 18 до 30 |
3,0 |
|
Св. 30 |
4,0 |
Рисунок 5
Таблица 7
Размеры в миллиметрах
|
Интервал размеров Р |
Предельное отклонение размеров радиуса Р при наружном диаметре С |
||||
|
до 10 |
св. 10 до 18 |
св. 18 до 30 |
св. 30 |
||
|
До 30 |
±1 |
±2 |
- |
- |
|
|
Св. 30 до 80 |
±2 |
±3 |
±4 |
- |
|
|
Св. 80 до 150 |
±3 |
±4 |
±5 |
±6 |
|
|
Св. 150 до 250 |
±4 |
±5 |
±6 |
±8 |
|
|
Св. 250 |
±5 |
±6 |
±8 |
±10 |
|
8 В стандарте также указаны:
- предельные отклонения элементов холодноштампованных деталей, изготавливаемых из листа;
- допускаемые косые срезы и следы намина вдоль срезанной кромки вырубленных деталей;
- предельные отклонения элементов сварных (паяных) деталей (сборочных единиц);
- допуски формы и расположения поверхностей;
- примеры определения допусков расположения поверхностей.
9 П р и м е р ы з а п и с е й в технической документации при ссылке
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.