облегчает изготовление модельного комплекта, а также процессы формовки, сборки форм и очистки отливок. При этом отливка имеет один плоский разъём и располагается по возможности в одной полуформе.
Контуры литых деталей должны обеспечивать формовку без дополнительных стержней.
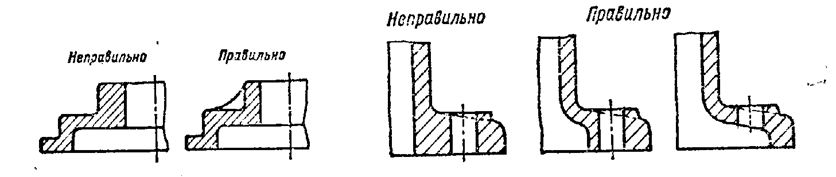
Необрабатываемые поверхности отливок, перпендикулярные в плос кости разъема, должны иметь конструктивные уклоны. При изготовлении отливок необходимо предусматривать формовочные уклоны, а отверстия получать с помощью стержня.
Бобышки, приливы и др. выступающие части необходимо конструировать так, чтобы не затруднять извлечение модели из формы.
Базовую и обрабатываемые поверхности располагают в одной полуформе или стержне, не допуская пересечения их плоскостью разъёма формы.
Внутренние полости сложных отливок необходимо изготовлять с минимальным числом стержней.
В конструкции литой детали должно быть достаточное число окон для прочного крепления стержней в форме, для удаления газов из стержня и удобства выбивки стержней из отливок.
В конструкции литых деталей следует избегать пазов и узких полостей, при выполнении которых возможно образование песчаных раковин из-за разрушения стержней потоком расплавленного металла при заливке его в форму.
Минимальные диаметрыотверстий в отливках при их изготовлении в песчаных формах выбирают в зависимости от материала литой детали и толщины стенки.
Так, например, для чугунных отливок при толщине стенки 10 мм, минимальный диаметр отверстия, получаемого стержнем, составляет 8 мм, а при толщине стенки более 10 мм - 20 мм.
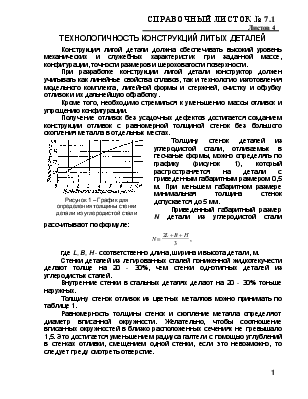
Для получения высококачественных отливок отношение толщин стенок при переходе от одного сечения к другому должно быть не более 4 : 1.
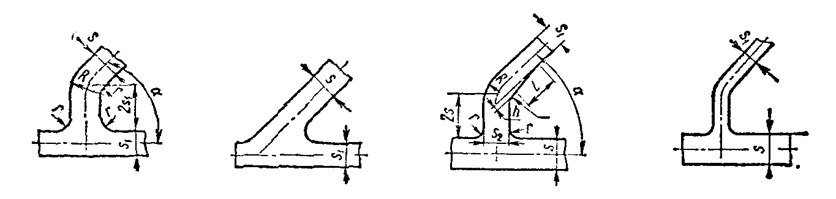
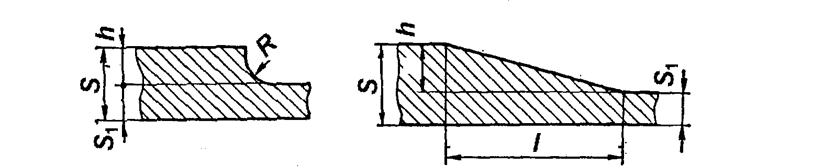
Выполнять переходы от одного сечения к другому галтелями допустимо для всех деталей при соотношении сопрягаемых толщин s/s1 £ 2h (рисунок 2). Радиус галтелей принимают:
- для чугуна и алюминиевых сплавов R = 0.3 h;
 |
|
Рисунок 2 - Переход в виде галтели |
Рисунок 3 - Клиновое сопряжение |
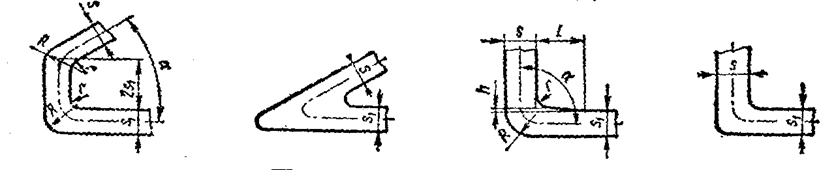
Переходы сечений при соотношении s/s1 > 2 рекомендуется выполнять с учётом характера нагрузок на детали при эксплуатации: для деталей, не испытывающих ударных нагрузок, галтелями с радиусом, указанным выше, для деталей, подвергающихся ударным нагрузкам, в виде клинового (рисунок 3) или ступенчатого сопряжения, причём длину участка перехода от одной толщины к другой принимают l ³ 4h или (s - s1) £ 1/4 для деталей из чугуна и алюминиевых сплавов и l ³ 5h или (s - s1) £ 1/5 - для деталей из стали и медных сплавов.
Примеры сопряжений, величина радиусов закругления и уклонов приведены в таблицах 4 - 7 и рисунках 4 и 7 .
Характер и форма сопряжения |
|||||||||
|
Рекомендуемая |
Не рекомендуемая |
Рекомендуемая |
Не рекомендуемая |
||||||
|
S = S1; a = 75 ¸ 1050; R = r + S1 |
S = 1,25 S1; a = 75 ¸ 1050; R = r + S1 |
||||||||
|
|
|||||||||
|
S = S1; a< 750; R = r + S1 |
S > 1,25 S1; a = 75 ¸ 1050; R = r + S1 + h |
||||||||
|
|
|||||||||
|
S = S1; a> 1050; R = r + S1 |
S > 1,25 S1; a£ 750; R = r + S2 + r + S1 + h |
||||||||
|
|
|||||||||
Рисунок 4 - Примеры угловых сопряжений
Таблица 2 - Значения h и l (к рисунку 4)
|
S : S1 |
> 2,5 |
1,8 - 2,5 |
1,25 - 1,8 |
|
|
h |
0,7 (S - S1) |
0,8 (S - s1) |
S - S1 |
|
|
l |
Сталь и медные сплавы |
³ 5 h |
||
|
Чугун и алюминиевые сплавы |
³ 4 h |
|||
|
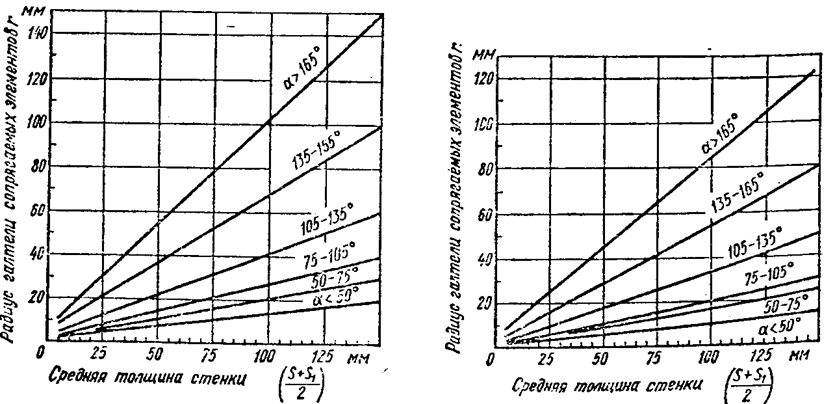
r |
Определяют по графику (рисунки 5 и 6), округляют и принимают по ряду предпочтительных чисел (ГОСТ 6636-69 – справочный листок № 2.1) |
|||
|
Рисунок 5 - График для определения ра диуса галтели r при сопряжении элементов литой детали из стали и медных сплавов |
Рисунок 6 - График для определения радиуса галтели r при сопряжении элементов литой детали из чугуна и алюминиевых сплавов |
Графики для определения радиуса галтели r при сопряжении смотрите на рисунках 5 и 6.
|
Характер и форма сопряжения |
|||
|
Рекомендуемая |
Не рекомендуемая |
Рекомендуемая |
Не рекомендуемая |
|
S » 1,25 S1; a = 75 ¸ 1000 |
S > 1,25 S1; a = 75 ¸ 1000 |
||
|
|
|||
|
S » 1,25 S1; a< 750; R = r + S |
S > 1,25s1; a< 750; R = r + S2; s2 = s1 + h |
||
|
|
|||
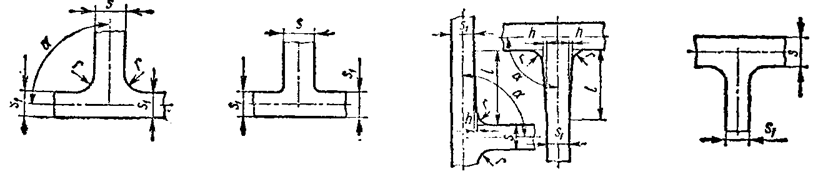
Рисунок 7 - Примеры тавровых сопряжений
Таблица 3 - Значения h и l (к рисунку 7)
|
S : S1 |
> 2,5 |
1,8 - 2,5 |
1,25 - 1,8 |
|
|
h |
0,7 (S - S1) 2 |
0,8 (S - S1) 2 |
S - S1 2 |
|
|
l |
Сталь и медные сплавы |
³ 10 h |
||
|
Чугун и алюминиевые сплавы |
³ 8 h |
|||
|
r |
Определяют по графику (рисунки 4 и 5), округляют и принимают по ряду предпочтительных чисел (ГОСТ 6636-69 – справочный листок № 2.1) |
|||
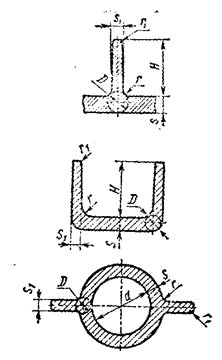
Таблица 4 - Ребра жесткости (к рисунку 8)
|
|
H |
S1 |
D |
r |
r1 |
|
Стенки с рёбрами посередине |
£ 0,5 s |
0,8 s |
1,5 s |
0,5 s |
0,25 s |
|
Стенки с рёбрами по краям |
£ 0,5 s |
s |
1,25 s |
0,3 s |
0,25 s |
|
Кольцевое сечение с рёбрами |
- |
0,8 s |
1,25 s |
0,5 s |
0,25 s |
|
Размеры s и d принимают конструктивно. Толщина наружных рёбер не должна превышать 0,8 и внутренних от 0,6 до 0,7 толщины сопрягаемой стенки |
|||||
Рисунок 8
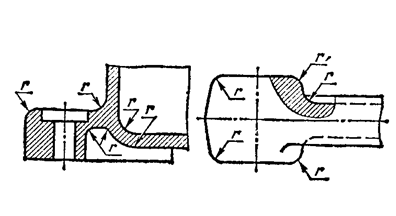 Таблица 5 - Наружные и
внутренние радиусы закруглений (к рисунку 9)
Таблица 5 - Наружные и
внутренние радиусы закруглений (к рисунку 9)
Размеры в миллиметрах
|
1-й ряд |
2-й ряд |
||||||||
|
0,1 0,4 0,6 1,0 |
1,6 2,5 4,0 6,0 |
10 16 25 40 |
60 100 160 |
0,2 0,3 0,5 0.8 |
1,2 1,6 2,0 3,0 |
5 8 12 20 |
32 50 80 125 |
||
|
|||||||||
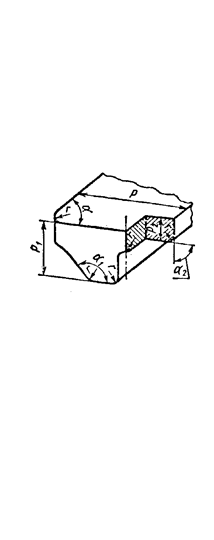 Таблица 6 - Радиусы
закруглений наружных углов
Таблица 6 - Радиусы
закруглений наружных углов
(к рисунку 10)
Размеры в миллиметрах
|
Р, Р1, Р2 |
rприa, a1 и a20 |
||||||||
|
до 50 |
св. 50 до 70 |
св.70 до105 |
св.105 до135 |
св.135 до165 |
св.165 |
||||
|
До 25 |
2 |
2 |
2 |
4 |
6 |
8 |
|||
|
Св. 25 до 50 |
2 |
4 |
4 |
6 |
10 |
16 |
|||
|
Св. 50 до 150 |
4 |
4 |
6 |
8 |
16 |
25 |
|||
|
Св. 150 до 250 |
4 |
6 |
8 |
12 |
20 |
32 |
|||
|
Св. 250 до 400 |
6 |
8 |
10 |
16 |
25 |
40 |
|||
|
Св. 400 до 600 |
6 |
8 |
12 |
20 |
32 |
50 |
|||
|
Св. 600 до 1000 |
8 |
12 |
16 |
25 |
40 |
60 |
|||
|
10 |
16 |
20 |
32 |
50 |
80 |
|||
|
Св.1600 до 2500 |
12 |
20 |
25 |
40 |
60 |
100 |
|||
|
Св.2500 |
16 |
25 |
32 |
50 |
80 |
120 |
|||
|
Р, Р1, Р2 - меньший габаритный размер плоскости детали, перпендикулярный к образующей; цилиндрической поверхности скруления; a, a1, a2 - двугранный угол между сопрягаемыми поверхностями; r - радиус скругления. |
|||||||||
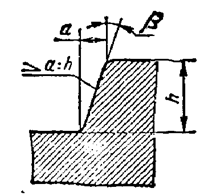 Таблица 7 - Величина
уклона в зависимости от высоты элемента
детали
(к рисунку
11)
Таблица 7 - Величина
уклона в зависимости от высоты элемента
детали
(к рисунку
11)
|
h, мм |
a h |
b |
|||
|
До 25 |
1 : 5 |
11030¢ |
|||
|
Св. 25 до 500 |
1 : 10 1 : 20 |
53030¢ 30 |
|||
|
Св. 500 |
1 : 50 |
10 |
 |
|
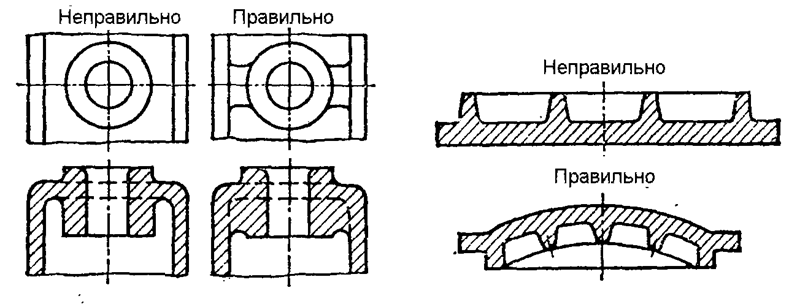
Рисунок 12 - Равностенность и ребра жесткости |
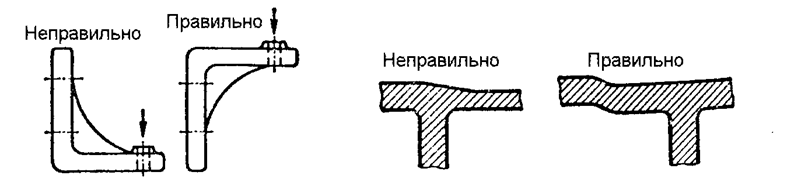
Рисунок 13 - Устранение излишнего металла в сопряжении |
|
|
Рисунок 14 - Устранение узких углублений |
Рисунок 15 - Придание крышкам, работающим при нагреве, сферической формы |
|
|
Рисунок 16- Ребра в чугунных деталях, работающие на сжатие |
Рисунок 17 - Ребра жесткости, расположенные на прямых участках стенок |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.