















5 Экономическая часть
5.1 Численность работающих
Исходя из того, что прокатный стан работает в автоматическом режиме, численность основных рабочих, необходимых для осуществления технологического процесса принимается по заводским данным.
Штатное расписание стана 850 приведено в таблице 5.1
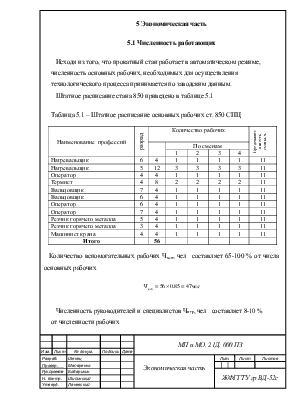
Таблица 5.1 – Штатное расписание основных рабочих ст. 850 СПЦ
|
Наименование профессий |
разряд |
Количество рабочих |
Продолжительность смены, ч. |
||||
|
По сменам |
|||||||
|
1 |
2 |
3 |
4 |
||||
|
Нагревальщик |
6 |
4 |
1 |
1 |
1 |
1 |
11 |
|
Нагревальщик |
5 |
12 |
3 |
3 |
3 |
3 |
11 |
|
Оператор |
4 |
4 |
1 |
1 |
1 |
1 |
11 |
|
Термист |
4 |
8 |
2 |
2 |
2 |
2 |
11 |
|
Вальцовщик |
7 |
4 |
1 |
1 |
1 |
1 |
11 |
|
Вальцовщик |
6 |
4 |
1 |
1 |
1 |
1 |
11 |
|
Оператор |
6 |
4 |
1 |
1 |
1 |
1 |
11 |
|
Оператор |
7 |
4 |
1 |
1 |
1 |
1 |
11 |
|
Резчик горячего металла |
5 |
4 |
1 |
1 |
1 |
1 |
11 |
|
Резчик горячего металла |
3 |
4 |
1 |
1 |
1 |
1 |
11 |
|
Машинист крана |
4 |
4 |
1 |
1 |
1 |
1 |
11 |
|
Итого |
56 |
||||||
Количество вспомогательных рабочих Чвсп, чел составляет 65-100 % от числа основных рабочих
![]()
Численность руководителей и специалистов Читр, чел составляет 8-10 %
от численности рабочих
![]()
Численность служащие Чсл, чел составляет 1-2,5 % от численности рабочих
![]()
5.2 Организационно-техническое обоснование выбранного варианта технологического процесса
Чтобы не терять завоёванных зарубежных рынков и обеспечить трубной заготовкой внутренние потребности, встала необходимость в повышении объемов производства заготовки диаметром 140 мм.
Более высокий объём производства трубной заготовки диаметром 140 мм может быть обеспечен путём:
- строительства новых производственных цехов;
- реконструкция старых производственных мощностей;
- полного использования существующих производственных мощностей.
В данном случае наиболее целесообразно использования существующих производственных мощностей с целью расширения сортамента выпускаемой продукции.
В
предлагаемом варианте для производства трубной заготовки диаметром 140мм из
стали 20ХНР используется непрерывнолитая заготовка сечением 300х400![]() 4500 мм. Прокатка ведется
за 11 проходов, при этом меняется калибровка прокатных валков, что позволит
повысить качество готового проката.
4500 мм. Прокатка ведется
за 11 проходов, при этом меняется калибровка прокатных валков, что позволит
повысить качество готового проката.
5.3 Расчет параметров технологического процесса
Норма штучного времени tшт, мин определяется по формуле
![]() (5.1)
(5.1)
где Тпр - машинное время прокатки, мин;
Тп - время паузы, мин.
Сменная выработка Hв,шт определяется по формуле
![]() (5.2)
(5.2)
где Тсм - продолжительность смены, мин;
G - вес одной заготовки, т;
Кнз- коэффициент нормативной загрузки стана.
![]()
5.3.1 Расчёт количества оборудования
Количество оборудования Wp, шт определяется по формуле
![]() (5.3)
(5.3)
где N-годовая производственная программа выпуска, шт;
Квн-коэффициент, учитывающий выполнение норм, Квн = 1;
Fэф -эффективный (действительный) годовой фонд времени работы оборудования.
![]()
Принятое число единиц оборудования wр определяется путём увеличения до большего целого расчётного числа единиц оборудования.
Принимаю Wпp=1шт.(стан ДУО-850).
Коэффициент загрузки оборудования Кз определяется по формуле
 (5.4)
(5.4)
![]()
Коэффициент занятости оборудования обработкой данной детали Кзан определяется
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.