Таблица 3 - Сравнение загруженности оборудования по вариантам технологического процесса
|
№ варианта тех. процесса |
Модель оборудования |
Коэффициент загрузки |
Коэффициент занятости |
|
1 |
Прокатка за 11 проходов |
0,68 |
0,85 |
|
2 |
Прокатка за 9 проходов |
0,54 |
0,66 |
1.4. Расчёт численности работающих
Число основных рабочих, необходимых для осуществления технологического процесса определяем по формуле:
Rсп
= ![]() ;
;
где: Фэф-эффективный фонд времени среднесписочного рабочего,
Фэф = 1630 ч.
Базовый вариант:
Rсп = ![]() = 2,74принимаем Rсп = 3 чел.
= 2,74принимаем Rсп = 3 чел.
Предлагаемый вариант:
Rсп = ![]() = 2,17 принимаем Rсп = 3 человека на смену.
= 2,17 принимаем Rсп = 3 человека на смену.
Таблица 4 - численность работающих по сравниваемым вариантам технологического процесса
|
№ варианта тех. процесса |
Категория работающих |
Численность работающих |
Квалификационный разряд |
|
1 |
Оператор поста управления стана горячей прокатки -¤-¤- |
1 2 |
7 6 |
|
2 |
Оператор поста управления стана горячей прокатки -¤-¤- |
1 2 |
7 6 |
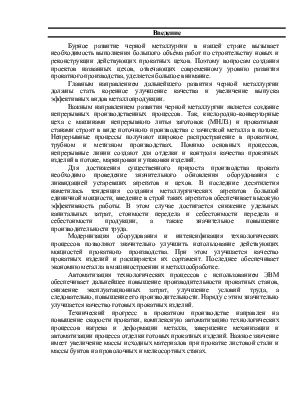
1.5. Планировка рабочих мест
Планировка рабочих мест состоит в разработке проекта расположения технологического оборудования. Планировка рабочих мест по базовому и предлагаемому вариантам будет одинакова, т. к. размещение оборудования не претерпевает никаких изменений.
Удельная площадь на единицу оборудования определяется как отношение общей площади участка, занятой оборудованием, к принятому числу оборудования на участке.
Принимаем следующие производственные площади:
базовый вариант:
прокатная клеть – 76 м2;
удлинительный рольганг – 40 м2;
транспортный рольганг за клетью – 45 м2.
Итого: 76+40+45 = 161 м2.
 |
1. Транспортный удлинительный рольганг перед клетью
2. Реверсивная прокатная клеть
3.
|
![]()
|
 |
Рис. 2. Планировка рабочих мест
|
2. Выбор эффективного технологического процесса |
2.1. Общие положения
Выбор и экономическое обоснование целесообразности применения того или иного технологического варианта заключается в анализе и оценке затрат по каждому варианту.
Для реализации подойдёт тот вариант, который обеспечит минимальные приведённые затраты на заданный объём продукции:
Пз = Ст+Ен´К®min, где Ст – технологическая себестоимость производственной программы:
Ен – нормативный коэффициент эффективности:
К – капитальные вложения в производственные фонды.
В развёрнутом виде формула приведённых затрат имеет вид:
Пз = (Сзп+Сстр+См+Са+Ср+Сэс+Ссж+Сосн+Спл+Спроч)+Ен´(Коб+Кзд+Косн), где Сзп – заработная плата работающих;
Сстр – отчисления на соц. страхование;
См – затраты на основные и вспомогательные материалы;
Са – расходы по возмещению износа оборудования, амортизационные отчисления;
Ср – затраты на ремонт и обслуживание оборудования;
Сэс – затраты на силовую электроэнергию;
Ссж – затраты на сжатый воздух;
Сосн – расходы по возмещению износа оснастки;
Спл – расходы на использование производственной площади;
Спроч – прочие цеховые расходы;
Коб – капитальные вложения в оборудование;
Кзд – капитальные вложения в здания;
Косн – капитальные вложения в оснастку.
2.2. Расчёт затрат на материалы
Общие затраты на материалы слагаются из затрат на основные и вспомогательные материалы.
Затраты на основные материалы, Смо определяются по формуле:
Смо = (Qм´Цм´Ктз-Qотх´Цотх)´N, где Qм – норма расхода материала, Qм = 1,043 т/т (для прокатного производства);
Цм – оптовая цена материала, 45520 руб/т;
Ктз – коэффициент, учитывающий транспортно-заготовительные расходы, Ктз = 1,05;
Qотх – количество реализуемых отходов материала, приходящегося на тонну проката, 0,034 т/т;
Цотх – цена отходов, 78,80 руб/т.
для базового варианта:
Смо = (1,043´45520´1,05-0,034´78,80)´320000 = 15951535616 руб для предлагаемого варианта:
Смо = (1,043´45520´1,05-0,034´78,80)´320000 = 15951535616 руб
Затраты на вспомогательные материалы принимаем равными 2% от стоимости основных материалов:
для базового варианта:
Смв = 15951535616/100´2 = 79757678 руб.
для предлагаемого варианта:
Смв = 15951535616/100´2 = 79757678руб.
Общие затраты на материалы:
для базового варианта:
См = Смо+Смв = 15951535616+79757678 = 16031293294 руб.
для предлагаемого варианта:
См = Смо+Смв = 15951535616+79757678 = 16031293294 руб.
Затраты материала на одну тонну продукции:
См1 = См / N
См1 = 16031293294 / 320000 = 50097.8 руб,
Результаты расчёта затрат на материалы сводим в таблицу 5.
Таблица 5 - Сводная ведомость годового расхода и затрат на основные и вспомогательные материалы
|
Вариант ТП |
Наименование и марка стали |
Годовая потребность в материале, т |
Цена материала, руб |
Затраты на годовой объём материалов, тыс. руб |
Кол-во реализуемых отходов, т |
Цена отходов, руб/т |
Стоимость отходов, руб |
Затраты на на годовой объём материалов-стоимость возвратных отходов, руб |
|
1 |
сталь |
320000 |
45520 |
14566400 |
10880 |
78,8 |
857344 |
16031293294 |
|
2 |
сталь |
320000 |
45520 |
14566400 |
10880 |
78,8 |
857344 |
16031293294 |
2.3. Расчёт затрат по заработной плате
В веду того, что на предприятии-базе используется контрактно (договорная) форма оплаты, а также в виду сложности расчётов данной формы оплаты труда принимаю заработную плату операторов поста управления стана горячей прокатки по состоянию на 01.12.2001г в размере:
оператор 7-го разряда - 1250,8руб/час;
оператор 6-го разряда - 1098,0руб/час.
Основная заработная плата рабочих с учётом 4 смен определяется:
Зор = (1+Кд)´S(Pi´R)´Фрв, где Кд – коэффициент доплат, входящих в основную заработную плату;
Pi – часовая ставка рабочего i-го разряда;
R – количество рабочих i- го разряда;
Фрв – фонд рабочего времени.
В связи с тем, что количество работников не увеличивается для базового и предлагаемого вариантов основная заработная плата рабочих составит:
Зор = (1+0,4)(1250,8´4+1098,0´8)´176 = 3397166,08 руб.
Отчисление на социальное страхование составляет 40% от фонда заработной платы работающих:
Сстр = 3397166,08´0,40 = 1358866 руб
Расчёты по заработной плате сводим в таблицу 6.
Таблица 6 - Расчёт затрат по заработной плате
|
Вариант ТП |
Категория работающих |
Численность работающих |
Заработная плата, руб |
Отчисления на с/с, руб |
|
1 и 2 |
оператор 6-го разряда оператор 7-го разряда |
8 4 |
270547,2 308197,1 |
108218,9 123278,8 |
2.4. Расчёт затрат на амортизацию оборудования, его ремонт и обслуживание
Расчёт на амортизацию оборудования производится по формуле:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.