







Общая характеристика сортопрокатного цеха РУП “БМЗ”
1. Здание цеха
Прокатное производство на БМЗ представлено сортопрокатным цехом (СПЦ), в состав которого входит проволочный стан 150, мелкосортный стан 320 и среднесортный стан 850.
Стан 150 предназначен для производства катанки и арматурного проката в мотках диаметром 5,5 -14,0 мм из стали углеродистой обыкновенного качества, высокоуглеродистой, низколегированных, качественных углеродистых конструкционных, легированных конструкционных, рессорно-пружинных и кордовых сталей.
На стане 320 производят фасонный и сортовой прокат из углеродистой обыкновенного качества, низколегированных, качественных углеродистых конструкционных, легированных марок сталей. Сортамент: круглая сталь диаметром 10-40 мм, арматурная 10-40мм, уголок от 20*20*3-4 до 50*50*3-5, швеллер № 6,5мм. В настоящее время на стане 320 производится арматурный прокат.
Среднесортный стан 850 предназначен для производства сортового проката круглого и квадратного сечения. Круглый прокат изготавливают диаметром 80-150мм, квадрат сечением 100*100 и 125*125мм. Стан 850 расположен отдельно от двух других станов.
Сортопрокатный цех состоит из двух пролетов:
- становый пролет.
- пролет отгрузки.
Общая длина цеха - 570 м.
Общая ширина цеха - 100 .5 м.
Высота до головки подкранового рельса - 9 м.
Цех разделяется пятью рядами колон: H, J, K, L, M.
Ряд Н - состоит из 47 колон, общая длина которых составляет 570000 мм.
Ряд J - состоит из 47 колон, общая длина - 570000 мм.
Ряд К - состоит из 47 колон, общая длина - 570000 мм.
Ряд L - состоит из 8 колон, общей протяженностью 84000 мм.
Ряд М - состоит из 3 .5 колон - длиной 31500 мм.
Между рядом М и К - находится механическая мастерская для ремонта оборудования нагревательной печи и прокатного стана.
Между рядом L и К - находится вальцетокарная мастерская .
Ширина между колонами L и К - 21500 мм .
Становый пролет находится между рядами колон К и J длиной 441000 мм. и шириной - 30500 мм.
Расстояние от ряда J до линии прокатки - 11500 мм.
Длина прокатного стана вместе с нагревательной печью - 105000 мм.
Длина участка охлаждения и холодильника составляет 258000 мм.
Длина линии отделки проката - 195000 мм.
Между рядом колонн J и Н находится склад готовой продукции и стан 150.
Длина склада готовой продукции - 159000 мм.
Ширина склада - 20000 мм.
Длина рельсового пути для постановки железнодорожных вагонов составляет 331200 мм.
Ширина колон ряда Н - 1250 мм.
Расстояние от колонны до центра рельсового пути - 2600 мм. Рельсы для передвижения электромагнитных кранов находятся на высоте мм. Аналогичная высота рельсового пути кранов на столовом пролете.
Высота кран - балки находящейся в вальцетокарной мастерской до головки подкранового рельса 7 .5 м.
Высота боковых стен цеха - 15400 мм.
Высота центральной части цеха, ряд J - 19850 мм.
Передача готового проката через пролет J осуществляется шлеперными цепями, находящимися на ПУ – 6 .
Перемещение механических агрегатов и других грузов через пролет осуществляется автомобильным транспортом и погрузчиками.
2. Технологическая схема производства катанки, технологический процесс, краткая характеристика оборудования стана
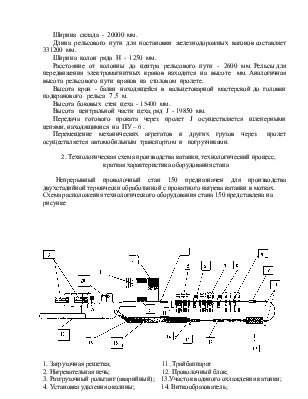
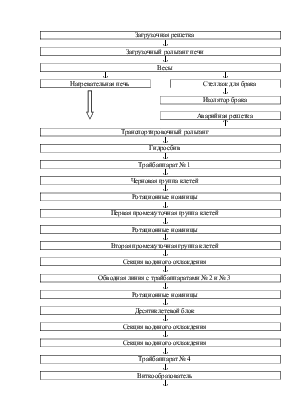
Непрерывный проволочный стан 150 предназначен для производства двухстадийной термически обработанной с прокатного нагрева катанки в мотках.
Схема расположения технологического оборудования стана 150 представлена на рисунке
1. Загрузочная
решетка; 11 .Трайбаппарат
2. Нагревательная печь; 12. Проволочный блок;
3. Разгрузочный рольганг (аварийный); 13.Участок водяного охлаждения катанки;
4. Установка удаления окалины; 14. Виткообразователь;
5. Черновая группа клетей; 15. Рольганг для воздушного охлаждения витков
6. Ротационные ножницы; 16. Камера образования мотков;
7. Первая промежуточная группа клетей; 17. Крюковой конвейер;
8. Ротационные ножницы; 18. Устройство для прессования и обвязки мотков
9. Вторая промежуточная группа клетей 19. Весы;
10. Водяное охлаждение перед блоком 20. Станция разгрузки мотков
Рисунок– Схема расположения технологического оборудования стана 150
Для производства катанки используются горячекатаные заготовки сечением 100х100, 125´125 мм и непрерывнолитые заготовки сечением 125´125 мм, длиной 10000 – 12000 мм. Заготовки по размерам сечения, длине, кривизне, скручиванию вокруг продольной оси, качеству поверхности и макроструктуре должны соответствовать требованиям ЗТУ 840-01-98
Посад заготовок в печь производится со склада заготовок. Заготовки со склада СПЦ электромостовым краном подаются на загрузочную решетку и далее на загрузочный рольганг печи. Перед посадом каждая заготовка взвешивается на весах рольганга загрузки. Результаты взвешивания заносятся в ЭВМ в протокол загрузки нагревательной печи.
Нагретая до температуры прокатки заготовка выдается из печи в автоматическом режиме механизмом безударной выдачи на печной рольганг.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.