Производительность этих станков выше производительности станков того же типа, но без программного управления, в три раза, потребность же в производственных площадях в три раза меньше. Значительно вырастает производительность труда у рабочих. Большой эффект дают станки с ЭСПУ при выполнении особо сложных операций, поэтому с их использованием высвобождаются высококвалифицированные рабочие, а также резко сокращаются затраты на технологическую подготовку производства, эксплуатацию инструмента, содержание контролеров ОТК.
Главный эффект программного оборудования заключается в увеличении до 80-90% работы оборудования. Обусловлено это тем, что резко сокращается вспомогательное время, время на смену инструмента и переналадку оборудования. Переналадка станков в этом случае заключается в замене программы, записанной на магнитной ленте или другом программном носителе, а в ряде случаев в замене инструментов. Широкий диапазон работ, выполняемых станками с ЭСПУ, делает их особенно ценными в единичном и мелкосерийном производстве, а также на предприятиях, выпускающих сложную продукцию.
Опыт использования станков с ЭСПУ показал, что эффективность их применения возрастает при повышении точности, усложнений условий обработки (взаимное перемещение заготовки и инструмента по пяти-шести координатам), при многоинструментальной многооперационной обработке заготовок с одного установа и т.п., что подтолкнуло дальнейшее развитие электронных систем программного управления и привело к созданию многофункциональных станков (центров).
Дальнейшее развитие ЭСПУ и объединение ЭСПУ отдельных станков в сеть с единым центром позволило создать автоматические производственные линии и даже целые автономные цеха по производству высокоточных трудоёмких деталей.
Стоит заметить, что внедрение станков с ЭСПУ привело к необходимости подготовки высококвалифицированного персонала для его использования и обслуживания (программисты, технологи, операторы, наладчики). Следует подчеркнуть особую роль наладчиков. Освоение нового станка с программным управлением и настройка его на обработку детали требуют от наладчика широкого круга знаний в различных областях техники, Эрудиция наладчика в теоретических вопросах должна сочетаться с умением решать чисто практические задачи по настройке станка. Наладчик должен уметь выявлять недочеты в управляющих программах и корректировать их, добиваясь при минимальных затратах времени наилучших результатов по производительности, точности обработки и расходу режущих инструментов. Особая ответственность лежит на наладчике в тех случаях, когда возникают неисправности в работе станка. Наладчик должен в кратчайшие сроки отыскать причину неисправности и принять меры к ее устранению и предотвращению её появления в дальнейшем своими силами или с привлечением специалистов из соответствующих служб.
Аппаратный наладчик должен уметь хорошо разбираться в сопроводительной технологической документации, знать управление большинством моделей станков определенного типа, уметь пользоваться чертежами и схемами механических, гидравлических, электрических и электронных устройств, знать методы и приемы технического обслуживания, гарантирующие надежность станков с ЭСПУ.
Данный дипломный проект является завершающим этапом в освоении специальности 2-53 01 31. Темой проекта является разработка комплекса технических мероприятий для устранения неисправностей в технологическом оборудовании с ЭСПУ согласно исходным данным. Дипломный проект включает комплекс вопросов, написание которых требует знания предметов, пройденных за весь период обучения.
1 ТЕХНИЧЕСКАЯ ЧАСТЬ
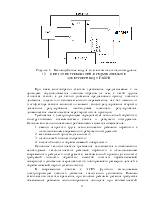
1.1 Назначение станка 16ГС25Ф3С2, ЭСПУ типа «FAGOR 8035» и электропривода типа «FAGOR» (без технических данных)
Станок 16ГС25Ф3С2 – патронно-центровой предназначен для выполнения токарных патронных и центровых работ в замкнутом полуавтоматическом цикле обработки деталей типа тел вращения со ступенчатым и криволинейным профилем (включая нарезание крепежных резьб) в различных отраслях промышленности в индивидуальном, мелкосерийном и серийном производстве с мелкими повторяющимися партиями деталей. Для перемещения суппорта в поперечном направлении применены роликовые опоры качения (танкетки). Применение 8-ми позиционной инструментальной головки позволяет устанавливать достаточное количество инструмента для полной обработки детали или выполнения групповых наладок. Станок может выпускаться с различными электронными системами программного управления в обозначении станка индекс С1 (SIEMENS), С2 (FAGOR), С3 (Mitsubishi) и т.д., и с межцентровыми расстояниями РМЦ-1000мм, РМЦ-1500мм, РМЦ-2000мм. соответственно. Станок также может поставляться с транспортером для отвода стружки (при заказе к обозначению станка добавляется индекс «Т»), с механизированным подводом пиноли задней бабки (индекс «М»), с механизированным зажимом заготовки (индекс «П»).
 |
Рисунок 2.1.1 – Токарный станок 16ГС25Ф3С2
Данный станок оснащен электронной системой программного управления «Fagor 8055i».
Рисунок 1 – Токарный станок 16ГС25Ф3С2
Данный станок оснащен электронной системой программного управления «Fagor CNC 8035». Система Fagor CNC 8035 компании Fagor Automation разработана специально для применения на простых станках при модернизации и производстве. Обеспечивает управление до 3 осей и шпинделем.
Fagor 8035, благодаря своей легкости в работе и многочисленным функциям, является идеальным для токарных станков с 2 осями и её возможности технологического программирования практически не уступают более сложным моделям ЭСПУ Fagor Automation.
Семейство ЭСПУ Fagor 8035 представлено версиями для токарных (Т) и фрезерных (М) станков. ЭСПУ имеют жесткий диск (компакт флэш) и могут быть оснащены
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.