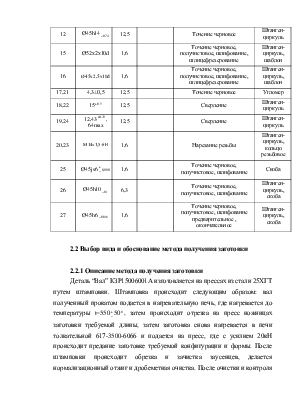

















Штамповка происходит следующим образом: вал полученный прокатом
подается в нагревательную печь, где нагревается до температуры t=550![]() 50
50![]() , затем происходит отрезка на пресс
ножницах заготовки требуемой длины, затем заготовка снова нагревается в печи
толкательной 617-3500-6066 и подается на пресс, где с усилием 20кН происходит
предание заготовке требуемой конфигурации и формы. После штамповки происходит
обрезка и зачистка заусенцев, делается нормализационный отжиг и дробеметная
очистка. После очистки и контроля поковку направляют в механический цех для
обработки. Применение штамповки в мелкосерийном производстве достаточно
выгодно, так как происходит экономия материала, а затраты на изготовление
штамповки компенсируется экономией электроэнергии при снятии меньшего припуска
при обработке, а также снижением времени на обработку детали.
, затем происходит отрезка на пресс
ножницах заготовки требуемой длины, затем заготовка снова нагревается в печи
толкательной 617-3500-6066 и подается на пресс, где с усилием 20кН происходит
предание заготовке требуемой конфигурации и формы. После штамповки происходит
обрезка и зачистка заусенцев, делается нормализационный отжиг и дробеметная
очистка. После очистки и контроля поковку направляют в механический цех для
обработки. Применение штамповки в мелкосерийном производстве достаточно
выгодно, так как происходит экономия материала, а затраты на изготовление
штамповки компенсируется экономией электроэнергии при снятии меньшего припуска
при обработке, а также снижением времени на обработку детали.
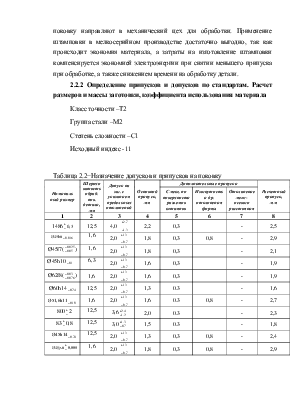
2.2.2 Определение припусков и допусков по стандартам. Расчет размеров и массы заготовки, коэффициента использования материала
Класс точности –Т2
Группа стали –М2
Степень сложности –С1
Исходный индекс -11
Таблица 2.2−Назначение допусков и припусков на поковку
|
Номиналь ный размер |
Шерохо ватость обраб. пов. детали, мм |
Допуск на заг. с указанием предельных отклонений |
Основной припуск, мм |
Дополнительные припуски |
Расчетный припуск, мм |
||
|
Смещ. по поверхности разъемов штампов |
Изогнутость и др. отклонения формы |
Откланение меж-осевого расстояния |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1486 |
12,5 |
4,0 |
2,2 |
0,3 |
- |
2,5 |
|
|
Ø45h6 |
1,6 |
2,0 |
1,8 |
0,3 |
0,8 |
- |
2,9 |
|
Ø45f7( |
1,6 |
2,0 |
1,8 |
0,3 |
- |
2,1 |
|
|
Ø45h10 |
6,3 |
2,0 |
1,6 |
0,3 |
- |
1,9 |
|
|
Ø62f8( |
1,6 |
2,0 |
1,6 |
0,3 |
- |
1,9 |
|
|
Ø60h14 |
12,5 |
2,0 |
1,3 |
0.3 |
- |
1,6 |
|
|
Ø51,6h11 |
1,6 |
2,0 |
1,6 |
0.3 |
0,8 |
- |
2,7 |
|
800 |
12,5 |
3,6 |
2,0 |
0.3 |
- |
2,3 |
|
|
83 |
12,5 |
3,0 |
1,5 |
0.3 |
- |
1,8 |
|
|
Ø45h14 |
12,5 |
2,0 |
1,3 |
0,3 |
0,8 |
- |
2,4 |
|
Ø45js6 |
1,6 |
2,0 |
1,8 |
0,3 |
0,8 |
- |
2,9 |
Таблица 2.3−Расчёт размеров заготовки
|
Размер, выдержи-ваемый при обработке заданной поверх-ности детали, мм |
Допуск на размер детали, мм |
Шерохова-тость обрабаты-ваемой поверх-ности, Ra, мм |
Допуск на размеры заготовки, мм |
Расчётный припуск, мм |
Размер заготовки (расчёт), мм |
Исполнительный размер заготовки с допуском, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1486 |
1,6 |
12,5 |
4,0 |
2,5 |
1486+(2×2,5)=1491 |
1491 |
|
Ø45h6 |
0,016 |
1,6 |
2,0 |
2,9 |
45+(2,9×2)=50,8 |
51 |
|
Ø45f7( |
0,025 |
1,6 |
2,0 |
2,1 |
45+(2,1×2)=49,2 |
49 |
|
Ø45h10 |
0,1 |
6,3 |
2,0 |
1,9 |
45+(1,2х2)=47,4 |
47 |
|
Ø62f8( |
0,046 |
1,6 |
2,0 |
1,9 |
62+(1,9×2)=65,8 |
66 |
|
Ø60h14 |
0,74 |
12,5 |
2,0 |
1,6 |
60+(1,6×2)=63,2 |
63 |
|
Ø51,6h11 |
0,19 |
1,6 |
2,0 |
2,7 |
51,6+(2,7×2)=57 |
57 |
|
800 |
4 |
12,5 |
3,6 |
2,3 |
800+(2,3×2)=804,6 |
805 |
|
83 |
1,6 |
12,5 |
3,0 |
1,8 |
83+(1,8×2)=86,6 |
87 |
|
Ø45h14 |
0,74 |
12,5 |
2,0 |
2,4 |
45+(2х2,4)=49,8 |
50 |
|
Ø45js6 |
0,016 |
1,6 |
2,0 |
2,9 |
45+(2х2,9)=50,8 |
51 |
Расчет массы спроектированной заготовки:
mз=mд+mотх.мех.обр., (2.1)
где mотх.мех.обр – масса удаляемого в процессе механической обработки слоя металла, кг.
mотх.мех.обр =Vотх.*ρ, кг (2.2)
где Vотх. – суммарный объём удаляемых в процессе механической обработки фигур, мм3;
ρ - плотность материала заготовки, кг/мм3; ρ=7,2∙10-6 кг/мм2.
Размеры фигур устанавливаются на основе размеров обработки и табличных припусков.
Определение объема удаленных фигур:
![]() ,
(2.3)
,
(2.3)
где Д – диаметр заготовки, мм;
l – длина заготовки, мм.
![]() мм3
мм3
![]() мм3
мм3
![]() мм3
мм3
![]() мм3
мм3
![]() мм3
мм3
![]() мм3
мм3
![]() мм3
мм3
Vобщ= V1+V2+V3 +V4+ V5+V6+V7 (2.4)
Vобщ=87719+20096+36173+231732+38641+181316+14470=610147 мм3
mотх.мех.обр =610147∙ 7,2∙10-6=4.7 кг
mз=27.4+4.7=32.1 кг
Коэффициент использования заготовки:
![]() (2.5)
(2.5)
где mЗ – масса рассчитанной заготовки, кг;
![]()
Пересчитанный коэффициент использования материала:
![]() ,
(2.6)
,
(2.6)
где Нрасх – пересчитанная норма расхода материала, кг (см. п.1.3, формула 1.6):
Нрасх=32.1+32.1∙0,1=35.31 кг
![]()
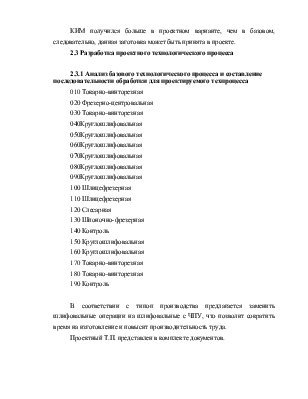
КИМ получился больше в проектном варианте, чем в базовом, следовательно, данная заготовка может быть принята в проекте.
2.3 Разработка проектного технологического процесса
2.3.1 Анализ базового технологического процесса и составление
последовательности обработки для проектируемого техпроцесса
010 Токарно-винторезная
020 Фрезерно-центровальная
030 Токарно-винторезная
040Круглошлифовальная
050Круглошлифовальная
060Круглошлифовальная
070Круглошлифовальная
080Круглошлифовальная
090Круглошлифовальная
100 Шлицефрезерная
110 Шлицефрезерная
120 Слесарная
130 Шпоночно-фрезерная
140 Контроль
150 Круглошлифовальная
160 Круглошлифовальная
170 Токарно-винторезная
180 Токарно-винторезная
190 Контроль
В соответствии с типоп производства предлагается заменить шлифовальные операции на шлифовальные с ЧПУ, что позволит сократить время на изготовление и повысит производительность труда.
Проектный Т.П. представлен в комплекте документов.
2.3.2 Выбор и обоснование технологических баз
В качестве баз выбраны центровые отверстия вала, так как ось центров является базой, относительно которой контролируются размеры, а также выполняется принцип совмещения и постоянства баз.
На 010 операции в качестве базы используют поверхность 16, которая образует двойную опорную базу и лишает 2-х степеней свободы с упором в торец 1, который образует установочную базу и лишает 3-х степеней свобод.
На последующих операциях в качестве базы используются центровые отверстия.
2.3.3 Выбор оборудования и технологической оснастки
Таблица 2.4 – Выбор оборудования.
|
Номер опера-ции |
Код и модель станка |
Наименование станка |
Стои- мость станка, млн.руб. |
Паспортные данные |
||||
|
Габаритные размеры, мм |
Характе-ристика привода |
Мощ-ность, кВт |
Ряд частот. мин-1 |
Ряд подач, мм/об |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
010, 030, 040, 160, 170 |
381101 16К40 |
Токарно-винторезный |
22 |
4655х 5465х 1665 |
ручной |
18,5 |
6,3-1250 |
0,055-1,2 0,023-0,5 |
|
020 |
3816 КЛ175 |
Фрезерно-центровальный |
8 |
2815х 1900х 1450 |
автомат |
7,2 |
50-1630 |
10-600 |
|
050,060, |
381311 3М151Ф2 |
Кругло-шлифовальный с ЧПУ |
38 |
4605х 2450х 2170 |
пневмо- тический |
10 |
1590 |
0,1-4 |
|
070, 080 |
3816 5Б352 |
Шлице-фрезерный |
14 |
2670х 1810х 2250 |
автомат |
12,5 |
40-405 |
0,75-7,5 |
|
110 |
3816 692Р |
Шпоночно-фрезерный |
11 |
2305х 1950х 1680 |
автомат |
7,5 |
31,5-1600 |
8,3-1250 |
Таблица 2.5 – Выбор установочно-зажимных приспособлений
|
Номер и наименование операции |
Приспособление |
||||
|
Код |
Наименование |
Тип привода |
Техническая характеристика |
ГОСТ |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
050,060 Круглошлифовальный с ЧПУ 4130 |
396100 |
Центр жесткий, вращающийся, патрон поводковый |
Пневмо-тический |
- |
- |
Таблица 2.6 - Выбор режущего инструмента
|
Номер и наимено- вание операции |
Наименование режущего инструмента, его код |
Материал режущей части |
Техниче-ская характеристика |
Обозначе-ние, ГОСТ |
Применя-емая СОТС |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
050,060 Круглошлифовальный с ЧПУ 4130 |
Шлифо-вальный круг |
397731 |
7К |
25А40ПС17К |
ГОСТ 2424-83 |
Эмульсия |
Таблица 2.7 - Выбор вспомогательного инструмента
|
Номер и наимено-вание операции |
Наименование вспомо-гательно-го инструмента, его код |
Установка |
Обозначение, ГОСТ |
|||
|
вспомогательного инструмента на станке |
режущего инструмента на вспомогательном |
|||||
|
Способ |
Размеры посадочного элемента |
Способ |
Размеры посадочного элемента |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
050,060 Круглошлифовальный с ЧПУ 4130 |
Оправка 392800 |
От вала двигателя |
- |
Механическое крепление |
По величине шпонки |
− |
Таблица 2.8 - Выбор измерительного инструмента.
|
Номер и наимено-вание операции |
Наименовние инструмента, его код |
Диапазон измерения инструмента |
Точность измерения инструмента |
Допуск измеряе-мого размера |
Обзначение, ГОСТ |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
050,060 Круглошлифовальный с ЧПУ 4130 |
Центра 394343 Штатив, индикатор 394132 Скоба 393120 ШЦ 393311 |
Ø62 Ø44 Ø51,6 Ø45,5 58 6 |
0,01 0,05 |
0,046 0,16 0,19 0,16 0,1 |
ГОСТ 18360-93 ГОСТ 166-89 |
2.4 Разработка операционного технологического процесса
2.4.1 Определение межоперационных припусков и операционных
размеров
Таблица 2.6 – Определение последовательности обработки детали.
|
Последовательность
механической обработки Ø40к6 |
Точность обработки |
Способ базирования детали в приспособлении |
Расчет погрешности установки,Eу мм |
|
|
Квалитет с допуском |
Шераховато-сть, Rа, мкм |
|||
|
Паковка |
- |
Rz200 |
С базированием в центрах |
- |
|
Черновое точение |
12(0,16) |
12,5 |
0,09 |
|
|
Получистовое точение |
8(0,1) |
3,2 |
Eинд=0,05 |
|
|
Шлифование |
7(0,016) |
1,6 |
Eу=0, 1 |
|
Погрешность установки:
![]() (2.7)
(2.7)
где EБ – погрешность базирования, мм;
EЗ – погрешность закрепления, мм; Eз=0
![]() мм
мм
![]() мм
мм
Таблица 2.7 – Аналитический расчет припусков, мм
|
Переходы механической обработки поверхности Ø40к6 |
Rz |
h |
ρ |
EУ |
Расчет-ный припуск 2Zmin |
Расчет-ный размер Dp |
Допуск |
Предельный размер |
Предельный размер |
||
|
d |
dmax |
2Zminпр |
2Zmaxпр |
||||||||
|
Паковка |
0,6 |
0,9 |
— |
— |
44,05 |
1,4 |
44 |
45,4 |
— |
— |
|
|
Черновое точение |
0.05 |
0.035 |
0,05 |
0.09 |
3.2 |
40.85 |
0,16 |
40.85 |
41.01 |
3.15 |
4,39 |
|
Получистовое точение |
0.04 |
0.02 |
0,035 |
0,05 |
0,53 |
40.32 |
0,1 |
40.32 |
40.42 |
0.53 |
0,59 |
|
Шлифование |
0.003 |
0.01 |
0.005 |
0,015 |
0,316 |
40.002 |
0,016 |
40.002 |
40.018 |
0,318 |
0,402 |
|
Суммарный припуск: |
3.998 |
5.382 |
|||||||||
![]() (2.8)
(2.8)
ρсм=Т/2=0.7 мм
ρкор=Δк∙D=1∙0,006=0,006мм
![]() мм
мм
ρчерн=0.7∙0,06=0,05 мм
ρпол=0.7∙0,04=0,035 мм
ρшлиф=0.7∙0,005=0,005 мм
![]() (2.9)
(2.9)
![]() мм
мм
![]() мм
мм
![]() мм
мм
Проверка правильности произведенных расчетов:
2Zomax-2Zomin=TДз-ТДД
5,382-3,998=1,4-0,016
1,384=1,384
2Zoном=2Zomin+ВДз- ВДД=3,998+0,9-0,018=4,88 мм
Дзном= ДДном-2Zoном=40+4,88=44,88 мм
Размер заготовки: Ø44.88 ![]()
Схема расположения припусков представлена на рисунке 2.1.
2.4.2 Определение режимов резания на проектируемые операции (переходы). Сводная таблица режимов резания
Аналитический расчет режимов резания.
Операция 020 −Фрезерно-центровальная
Фрезеровать два торца 1,14 одновременно
I Выбор режущего инструмента
Для обработки принята торцовая насадная фреза со вставными ножами, оснащенная пластинами из твердого сплава Т15К6 по ГОСТ 24359-80.
Дф=1,6×В=1,6×100=160 мм; z=8; l=170 мм.dо=40 мм
Материал режущей части Т15К6.
II Расчет режимов резания
1 Глубина резания t, мм
t=h=2,5 мм
2 Подача Sz, мм/зуб
Рекомендуемая: Sz= 0,20÷0,29 мм/зуб
Принимаемая: Sz= 0,24 мм/зуб
3 Стойкость Т, мин.
Т=180 мин
4 Скорость резания Vрез, м/мин
 ,
м/мин (2.10)
,
м/мин (2.10)
где Сν=49,6; q=0,15;
х=0,2; y=0,3;
u=0,2; р=0,1;
m=0,14;
Кν=Кмν∙Кпν∙Кuν, (2.11)
 (2.12)
(2.12)
где n=0,9;
К![]() =1,1
=1,1
![]()
Кпν=0,8;
Кuν=1,9
Кν=3,3×0,8×1,9=5,0
 ,
м/мин
,
м/мин
5 Частота вращения n, мин-1
 ,
мин (2.13)
,
мин (2.13)
 мин-1
мин-1
Корректировка по паспорту станка: n=220 мин-1
6 Действительная скорость резания Vд, м/мин
 ,
м/мин (2.14)
,
м/мин (2.14)
![]() м/мин
м/мин
7 Минутная подача Sм, мм/мин
Sм=Sz∙z∙nст, мм/мин (2.15)
Sм=0,24∙8∙220=422 мм/мин
Корректировка по паспорту станка: Sм=425 мм/мин
8 Проверочный расчёт:
а) По силе резания:
 (2.16)
(2.16)
где Ср=218; u=1,0;
х=0,92; q=1,15;
y=0,78; w=0;
 (2.17)
(2.17)
 Н
Н
б) Крутящий момент:
![]() (2.18)
(2.18)
![]() Н∙м в) По мощность резания:
Н∙м в) По мощность резания:
![]() (2.19)
(2.19)
![]() кВт
кВт
Nрез≤1,2Nдв∙η (2.20)
Nдв=7,2 кВТ
η=0,8
5,5≤1,2∙7,2∙0,8
5,5≤6,9 кВт
Обработка возможна
III Машинное время
 ,
мин
,
мин
Lр.х.=lрез+y+Δ (2.21)
y=Дфр.=160 мм
Δ=3 мм
Lр.х.=100+160+3=263 мм
(2.22)
 мин
мин
Табличный расчёт режимов резания
Операция 020 − Фрезерно-центровальная
Центрование отверстий 1,14 одновременно Ø 6,3 мм
I Выбор режущего инструмента
Для обработки принято центровочное сверло из быстрорежущей стали Р6М5 Ø 6,3 мм.
II Расчёт режимов резания:
1 Глубина резания, t, мм
t = D/2 = 6,3/2 = 3,15 мм
2 Подача
Рекомендуемая Sо = (0,12 ÷0,20) мм/об
Принимаемая Sо = 0,18 мм/об
3 Стойкость Т, мин
Т = 50 мин-1
4Скорось резания Vрез,м/мин
Vрез = Vтабл× К, м/мин (2.22)
где К= 1;
Vтабл=11м/мин
V рез= 11×1=11м/мин
5 Частота вращения n, мин-1
n=![]() ,
мин-1 (2.23)
,
мин-1 (2.23)
n=![]() =
556,6 мин-1
=
556,6 мин-1
Корректируем по паспорту станка n=600 мин-1
6 Действительная скорость резания Vд, м/мин
Vд=![]() ,
м/мин
(2.24)
,
м/мин
(2.24)
Vд=![]() =11,8
м/мин
=11,8
м/мин
7 Проверочный расчёт по мощности резания
Nрез≤1,2 × Nд×η (2.25)
N рез≤1,2 ×7,2 ×0,8
0,9≤6,9
Обработка возможна
III Расчёт машинного времени, Тм, мин
Тм
= ![]() ,
мин
(2.26)
,
мин
(2.26)
Lр.х.=lрез+∆+y, мм (2.27)
∆=(1÷3) мм
Принимаемое значение ∆=2 мм
y = 0,3 × D мин (2.28)
y = 0,3 ×6,3=1,9 мин
lрез=5 мм
Тм
= ![]() =
0,08 мин
=
0,08 мин
Операция 050− Круглошлифовальная с ЧПУ
Шлифовать поверхность 6(Ø62мм, t=0.3мм)
I Выбор режущего инструмента
Для обработки принят шлифовальный круг:
750х80х305 25А 40П СТ1 7К 35м/c А по ГОСТ 2424-83
II Расчёт режимов резания:
Скорость резания Vк=35м/с
Окружная скорость детали Vд=25м/с
Частота вращения детали
n![]() =
=![]() ,
мин-1
,
мин-1
n![]() =
=![]() =128
мин-1
=128
мин-1
Частота вращения регулируется бесступенчато
Радиальная подача
S![]() =0,001-0,005 мм/об
=0,001-0,005 мм/об
Принимаем S![]() =0,002мм/об
=0,002мм/об
Проверочный расчёт по мощности резания
Nрез≤1,2 × Nд×η
0,42≤1,2∙0,8∙10
0,42≤9,6
Обработка возможна
III Расчёт машинного времени, Тм, мин
Тм = ![]() ,
мин
,
мин
Тм=![]() =1,64мин
=1,64мин
Таблица 2.9 – Сводная таблица режимов резания.
|
Номер операции и модель станка |
Номер позиции, перехода |
Наименование установа, суппорта, перехода |
D или В, мм |
t, мм |
lРЕЗ, мм |
LРХ, мм |
i |
Подача |
n, мин-1 |
v, м мин |
ТО, мин |
ТМВ, мин |
|
|
SО, мм об |
SМ, мм мин |
||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
010 16К40 |
1 |
Точить шейку вала 12 |
60 |
2,5 |
108 |
112 |
1 |
0,35 |
135 |
385 |
72 |
0,8 |
1,15 |
|
020КЛ 175 |
1 |
Фрезеровать два торца 1,14 одновремен-но |
1486 |
2.5 |
170 |
172 |
1 |
0,2 |
425 |
220 |
110 |
0,43 |
|
|
2 |
Сверлить два цент.отв. |
66,3 |
3,15 |
18 |
20 |
1 |
0,18 |
108 |
600 |
11.8 |
0,08 |
||
|
0,51 |
1,55 |
||||||||||||
|
030 16К40 |
1 |
Точить поверхность6 |
62,6 |
1,2 |
335 |
340 |
2 |
0,15 |
58 |
385 |
75 |
11,6 |
|
|
2 |
Точить поверхность3 |
45,6 |
8,5 |
200 |
205 |
5 |
0,15 |
58 |
385 |
75 |
17,2 |
||
|
3 |
Точить поверхность5 |
45,6 |
8,5 |
50 |
55 |
3 |
0,15 |
58 |
385 |
75 |
2,5 |
||
|
31,3 |
1,85 |
||||||||||||
|
040 16К40 |
1 |
Точить пов.7,8 |
60 |
2,5 |
1166 |
1170 |
2 |
0,35 |
135 |
385 |
73 |
17,3 |
|
|
2 |
Точить пов.10 |
52 |
4 |
364 |
370 |
3 |
0,15 |
58 |
385 |
63 |
18,8 |
||
|
3 |
Точить пов.12,13 |
45,6 |
3,2 |
200 |
205 |
3 |
0,15 |
58 |
385 |
55 |
10,3 |
||
|
4 |
Точить пов.12,11 |
45 |
3 |
85 |
90 |
2 |
0,35 |
135 |
385 |
58 |
1,34 |
||
|
47,74 |
1,95 |
||||||||||||
|
050 3М151Ф2 |
1 |
Шлифовать поверхность 6 |
62 |
0,3 |
90 |
94 |
2 |
0,002 |
- |
25 |
128 |
1,64 |
|
|
2 |
Шлифовать поверхность 3 |
45,5 |
0,2 |
0,4 |
4,5 |
1 |
0,002 |
- |
25 |
120 |
2,6 |
||
|
3 |
Шлифовать поверхность 27 |
45 |
0,3 |
0,6 |
4,5 |
1 |
0,002 |
- |
25 |
120 |
2,6 |
||
|
6,84 |
0,375 |
||||||||||||
Окончание табл.-2.9
|
060 3М151Ф2 |
1 |
Шлифовать поверхность 27 |
44,6 |
0,5 |
1 |
5 |
2 |
0,002 |
- |
25 |
120 |
2,8 |
|
|
2 |
Пов.10 |
51,6 |
0,4 |
0,4 |
4,5 |
2 |
0,002 |
- |
25 |
120 |
2,8 |
||
|
5,6 |
0,155 |
||||||||||||
|
070 5Б352 |
1 |
Фрезеро-вать шлицы15 |
52 |
- |
108 |
112 |
1 |
1,25 |
138 |
110 |
25 |
8,4 |
2,7 |
|
080 5Б352 |
1 |
Фрезеро-вать шлицы16 |
45 |
- |
130 |
134 |
1 |
1,25 |
138 |
110 |
25 |
11,8 |
2,7 |
|
100 6692Р |
1 |
Фрезеро-вать шпоночн. паз 4 |
14 |
5.5 |
108 |
112 |
1 |
394 |
800 |
35 |
8.8 |
1,3 |
|
|
130 3М174 |
1 |
Шлифовать поверхность 26 |
45 |
0,3 |
0,6 |
2,6 |
15 |
0,002 |
120 |
25 |
2,8 |
1,4 |
|
|
140 3М174 |
1 |
Шлифовать поверхность 25 |
45 |
0,3 |
0,6 |
2,6 |
15 |
0,002 |
120 |
25 |
2,8 |
1,4 |
|
|
150 16К40 |
1 |
Сверлить отверстие 24 |
12,5 |
6,25 |
72 |
75 |
1 |
0,35 |
135 |
385 |
15 |
0,54 |
|
|
2 |
Сверлить отверстие 24 |
15 |
7,5 |
15 |
18 |
1 |
0,35 |
135 |
385 |
18 |
0,21 |
||
|
3 |
Зенкеровать фаску24 |
18 |
4 |
8 |
12 |
1 |
0,35 |
135 |
385 |
14,8 |
0,08 |
||
|
4 |
Нарезать резьбу в отверстии 24 |
14 |
0,75 |
134 |
138 |
1 |
1,5 |
578 |
385 |
13,8 |
0,28 |
||
|
1,11 |
1,47 |
||||||||||||
|
160 16К40 |
1 |
Сверлить отверстие 19 |
12,5 |
6,25 |
72 |
75 |
1 |
0,35 |
135 |
385 |
15 |
0,54 |
|
|
2 |
Сверлить отверстие 19 |
15 |
7,5 |
15 |
18 |
1 |
0,35 |
135 |
385 |
18 |
0,21 |
||
|
3 |
Зенкеровать фаску19 |
18 |
4 |
8 |
12 |
1 |
0,35 |
135 |
385 |
14,8 |
0,08 |
||
|
4 |
Нарезать резьбу в отверстии 19 |
14 |
0,75 |
134 |
138 |
1 |
1,5 |
578 |
385 |
13,8 |
0,28 |
||
|
1,11 |
1,47 |
||||||||||||
2.4.3 Нормирование проектируемой операции. Сводная таблица норм время
050 −кругло-торцешлифовальная
(Станок модели 3М151Ф2)
1 Машинно-вспомогательное время на выполнение автоматических, вспомогательных ходов
1.1 Подача холостых ходов по паспорту станка 0.05м/с
Быстрый подвод и отвод шлифовальной бабки:
t=2.5сек
1.2 Длинна холостого хода для каждого перехода:
Lxx=lxx1+lxx2 мм, (2.31)
lxx1= 270 – подвод ко второй обработанной ступени;
lxx2 = 8 – подвод от первой ко второй обработанной ступени;
lxx3=30 – подвод к третьей обработанной ступени;
Lxx=270+8+30=308 мм,
1.3 Время быстрого подвода и отвода шлифовальной бабки:
t=2.5·3/60=0.125 мин,
txx=308·0.05/60=0.25 мин.
1.4 Машинно-вспомогательное время:
Tмв=txx+tп-о (2.32)
Tмв=0,25+0.125=0.375 мин,
1.5 Рассчитать время цикла автоматической работы станка по программе.
Тца=ΣТо+ΣТмв мин, (2.33)
Тца=6.84+0.375=7.2 мин.
1.6 Время на установку и снятие детали tуст=0,46 мин,
(карта 7, лист 1, позиция 8)
1.7 Время связанное с операцией tо=0,4 мин, tо2=0,04 tо3=0,12 tо4=0,3 мин,
(карта 14, позиция 1,6,4,3)
1.8 Время на контрольные измерения tизм=0,12+0,13+0,15=0.4
(карта 15, лист 3,позиция 42,33)
1.9 Вспомогательное время на с учетом коэффициента серийности работ
Тв=(tуст+tуп+tизм)·Ктв (2.34)
Тв=(0,46+0,4+0,04+0,12+0,3+0,12+0,13+0,15)·0,9=1,55 мин;
1.10 Время на организационное и техническое обслуживание рабочего места отдых и личные надобности в % от оперативного.
αобсл=8% (карта 16, позиция 36)
αотл=4% (карта 18, позиция 7)
αобсл+ αотл=12%
1.11 Подготовительно заключительное время
Тпз1=4, Тпз2=11, Тпз3=6, Тпз4=0,25, Тпз5=3,5, Тпз6=0,4
(карта 23, п. 1,2,7,12,22,23)
Тпз=4+11+6+0.25+3.5+0.4=25.15мин;
1.12 Расчёт штучного времени, Тшт, мин
Тшт=![]() ,мин
(2.35)
,мин
(2.35)
Тшт= (7,2+1,55) × (1 + ![]() )
=9,8 мин,
)
=9,8 мин,
1.13 Расчёт штучно-калькуляционного времени, Тшт-к, мин
Тшт-к=Тшт+ ,мин,
(2.36)
,мин,
(2.36)
Тшт-к =9,8 + ![]() =
10,2 мин,
=
10,2 мин,
060 −кругло-торцешлифовальная
(Станок модели 3М151Ф2)
1 Машинно-вспомогательное время на выполнение автоматических, вспомогательных ходов
1.1 Подача холостых ходов по паспорту станка 0.05м/с
Быстрый подвод и отвод шлифовальной бабки:
t=2.5сек
1.2 Длинна холостого хода для каждого перехода:
Lxx=lxx1+lxx2 мм,
lxx1= 30 – подвод ко второй обработанной ступени;
lxx2 = 4 – подвод от первой ко второй обработанной ступени;
Lxx=30+4=34 мм,
1.3 Время быстрого подвода и отвода шлифовальной бабки:
t=2.5·3/60=0.125 мин,
txx=34·0.05/60=0,03 мин.
1.4 Машинно-вспомогательное время:
Tмв=txx+tп-о
Tмв=0,03+0.125=0.155 мин,
1.5 Рассчитать время цикла автоматической работы станка по программе.
Тца=ΣТо+ΣТмв мин,
Тца=5,6+0.155=5,755 мин.
1.6 Время на установку и снятие детали tуст=0,46 мин,
(карта 7, лист 1, позиция 8)
1.7 Время связанное с операцией
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.