


















2 РАЗРАБОТКА ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛИ
2.1 Анализ технических требований на изготовление детали. Рекомендации по их обеспечению и контролю
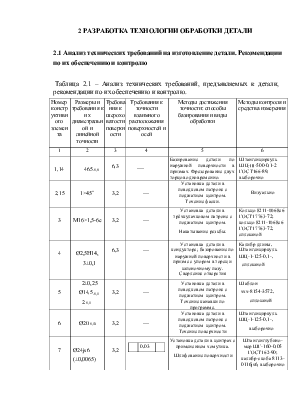
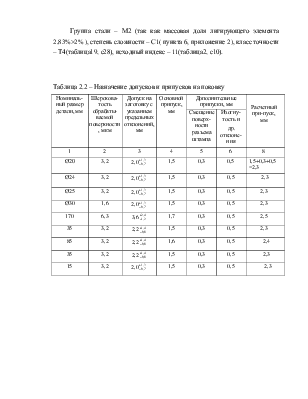
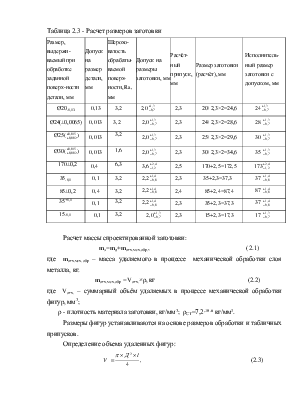
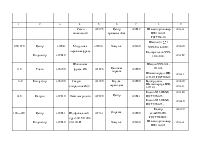
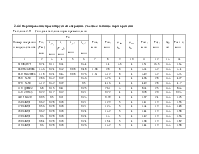
Таблица 2.1 – Анализ технических требований, предъявляемых к детали, рекомендации по их обеспечению и контролю.
|
Номер конструктивного элемента |
Размеры и требования к их диаметральной и линейной точности |
Требования к шероховатости поверхности |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности: способы базирования и виды обработки |
Методы контроля и средства измерения |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
|||
|
1,14 |
465-0,8 |
6,3 |
— |
Базирование детали по наружной поверхности в призмах. Фрезерование двух торцов одновременно. |
Штангенциркуль ШЦ-׀׀׀-500-0,1-2 ГОСТ166-89, выборочно |
|||
|
2,15 |
1×45˚ |
3,2 |
— |
Установка детали в поводковом патроне с поджатием центром. Точение фаски. |
Визуально |
|||
|
3 |
М16×1,5-6е |
3,2 |
— |
Установка детали в трёхкулачковом патроне с поджатием центром. Накатывание резьбы. |
Кольцо 8211-0068е6 ГОСТ17763-72; кольцо 8211-1068е6 ГОСТ17763-72, сплошной |
|||
|
4 |
Ø2,5Н14, 3±0,1 |
6,3 |
— |
Установка детали в кондукторе; базирование по наружной поверхности в призме с упором в торец и шпоночному пазу. Сверление отверстия |
Калибр длины, Штангенциркуль ШЦ-1-125-0,1-, сплошной |
|||
|
5 |
2±0,25 Ø14,5-0,1 2-0,1 |
3,2 |
— |
Установка детали в поводковом патроне с поджатием центром. Точение канавки по программе. |
Шаблон ххх-8154-3572, сплошной |
|||
|
6 |
Ø20-0,13 |
3,2 |
— |
Установка детали в поводковом патроне с поджатием центром. Точение поверхности |
Штангенциркуль ШЦ-1-125-0,1-, выборочно |
|||
|
7 |
Ø24js6 (±0,0065) |
3,2 |
|
Установка детали в центрах с применением хомутика. Шлифование поверхности |
Штангенглубино-мер ШГ-160-0,05 ГОСТ162-90; калибр-скоба 8113-0116js6, выборочно |
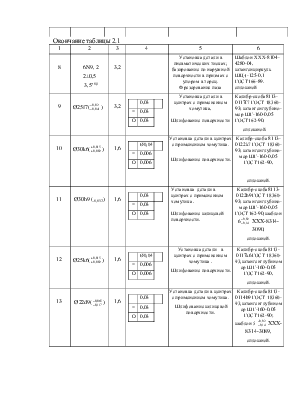
Окончание таблицы 2.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|||||||||
|
8 |
6N9, 2 2±0,5 3,5+0,1 |
3,2 |
Установка детали в пневматических тисках; базирование по наружной поверхности в призмах с упором в торец. Фрезерование паза |
Шаблон ХХХ-8104-4280-04, штангенциркуль ШЦ-׀-125-0,1 ГОСТ166-89. сплошной |
||||||||||
|
9 |
Ø25f7( |
3,2 |
|
Установка детали в центрах с применением хомутика, Шлифование поверхности |
Калибр-скоба8113-0117f7 ГОСТ 18360-93; штангенглубино-мер ШГ-160-0,05 ГОСТ162-90, сплошной. |
|||||||||
|
10 |
Ø30k6( |
1,6 |
|
Установка детали в центрах с применением хомутика. Шлифование поверхности. |
Калибр-скоба 8113-0122k7 ГОСТ 18360-93; штангенглубино-мер ШГ-160-0,05 ГОСТ162-90, сплошной. |
|||||||||
|
11 |
Ø30h9 (-0,052) |
1,6 |
|
Установка детали в центрах с применением хомутика . Шлифование шлицевой поверхности. |
Калибр-скоба8113-0122h9ГОСТ
18360-93; штангенглубино-мер ШГ-160-0,05 ГОСТ162-90;шаблон 6 сплошной. |
|||||||||
|
12 |
Ø25k6( |
1,6 |
|
Установка детали в центрах с применением хомутика . Шлифование поверхности. |
Калибр-скоба8113-0117k6ГОСТ 18360-93;штангенглубиномер ШГ-160-0,05 ГОСТ162-90, сплошной. |
|||||||||
|
13 |
Ø22d9( |
1,6 |
|
Установка детали в центрах с применением хомутика. Шлифование шлицевой поверхности. |
Калибр-скоба8113-0114h9 ГОСТ
18360-93;штангенглубиномер ШГ-160-0,05 ГОСТ162-90; шаблон 5 сплошной. |
2.2 Выбор вида и обоснование метода получения заготовки
2.2.1 Описание метода получения заготовки
Деталь “Вал ведущий” КТ03.12.601 изготовляется на горизонтально-ковочной машине (ГКМ) из стали 18ХГТ ГОСТ4543-71. Штамповка происходит следующим образом: вал полученный прокатом отрезается на пиле на заготовки требуемой длинны, а затем производится нагрев заготовки в индукционном нагревателе. Штамповка детали производится в закрытом штампе, она характеризуется тем, что полость штампа в процессе деформирования остаётся закрытой.
Штамповка проходит в три этапа: сперва производится высадка в штамповочном ручье. Чтобы высадка не сопровождалась продольным изгибом , предельное отношение длины высаживаемой части исходной заготовки к её диаметру как и при свободной осадке, должно составлять не более 2,5-3,0. Затем происходит нормализация заготовки при температуре t=880-920°С. После этого образуется окалина, которая очищается. Форма заготовки образуется в результате усилия пуансона и матриц. Пуансон с усилием в 1-31,5МН сдавливает заготовку, которая находится между матрицами, что и образует требуемой форму. Зазор между подвижной и не подвижной частями штампа(матриц) при этом постоянный и небольшой, так что образование заусенца в нем не предусмотрено. После штамповки делается нормализованный отжиг и дробемётная очистка. После очистки и контроля поковку направляют в механический цех для обработки. Применение штамповки в среднесерийном производстве достаточно
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.