
















2 РАЗРАБОТКА ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛИ
2.1 Анализ технических требований на изготовление детали. Рекомендации по их обеспечению и контролю
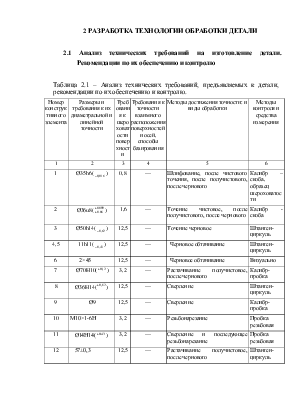
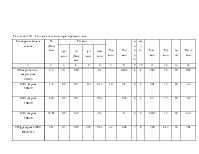
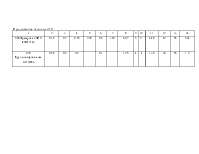
Таблица 2.1 – Анализ технических требований, предъявляемых к детали, рекомендации по их обеспечению и контролю.
|
Номер конструктивного элемента |
Размеры и требования к их диаметральной и линейной точности |
Требования к шероховатости поверхности |
Требования к точности взаимного расположения поверхностей и осей, способы базирования |
Методы достижения точности: и виды обработки |
Методы контроля и средства измерения |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 |
Ø35h6( |
0,8 |
— |
Шлифование, после чистового точения, после получистового, после чернового |
Калибр – скоба, образец шероховатости |
|
2 |
Ø36u8( |
1,6 |
— |
Точение чистовое, после получистового, после чернового |
Калибр - скоба |
|
3 |
Ø50h14( |
12,5 |
— |
Точение черновое |
Штанген-циркуль |
|
4,5 |
11h11( |
12,5 |
— |
Черновое обтачивание |
Штанген-циркуль |
|
6 |
2×45 |
12,5 |
— |
Черновое обтачивание |
Визуально |
|
7 |
Ø70H10( |
3,2 |
— |
Растачивание получистовое, после чернового |
Калибр- пробка |
|
8 |
Ø36H14( |
12,5 |
— |
Сверление |
Штанген-циркуль |
|
9 |
Ø9 |
12,5 |
— |
Сверление |
Калибр- пробка |
|
10 |
М10×1-6Н |
3,2 |
— |
Резьбонарезание |
Пробка резьбовая |
|
11 |
Ø14Н14( |
3,2 |
— |
Сверление и последующее резьбонарезание |
Пробка резьбовая |
|
12 |
57±0,3 |
12,5 |
— |
Растачивание получистовое, после чернового |
Штанген-циркуль |
|
13 |
Ø22,5Н14( |
12,5 |
— |
Сверление |
Штанген-циркуль |
|
14 |
Ø6Н14( |
12,5 |
— |
Сверление |
Штанген-циркуль |
|
15 |
Ø25Н14( |
12,5 |
— |
Растачивание |
Штанген-циркуль |
|
16 |
132Н14( |
12,5 |
— |
Черновое обтачивание |
Штанген-циркуль |
|
17 |
1,0×45 |
12,5 |
— |
Черновое обтачивание |
Визуально |
|
18 |
Ø33( |
12,5 |
— |
Точение |
Калибр – скоба, шаблон |
|
19 |
69h12( |
12,5 |
— |
Черновое точение |
Штанген-циркуль |
|
20 |
19±0,2 |
12,5 |
— |
Черновое растачивание |
Штанген-циркуль |
|
21 |
14,5±0,2 |
12,5 |
— |
Черновое точение |
Штанген-циркуль |
|
22 |
16±0,2 |
12,5 |
— |
Растачивание получистовое, после чернового |
Калибр- пробка |
|
23 |
26h14( |
12,5 |
— |
Черновое обтачивание |
Штанген-циркуль |
|
24 |
Ø12H11( |
12,5 |
— |
Черновое обтачивание |
Штанген-циркуль |
|
25 |
Ø11H13( |
12,5 |
— |
Сверление |
Калибр - пробка |
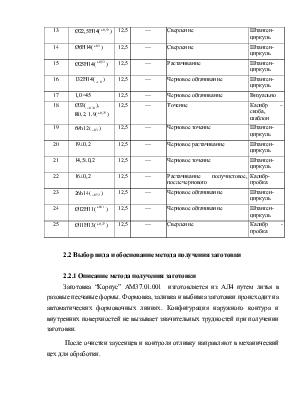
2.2 Выбор вида и обоснование метода получения заготовки
2.2.1 Описание метода получения заготовки
Заготовка “Корпус” АМ37.01.001 изготовляется из АЛ4 путем литья в разовые песчаные формы. Формовка, заливка и выбивка заготовки происходит на автоматических формовочных линиях. Конфигурация наружного контура и внутренних поверхностей не вызывает значительных трудностей при получении заготовки.
После очистки заусенцев и контроля отливку направляют в механический цех для обработки.
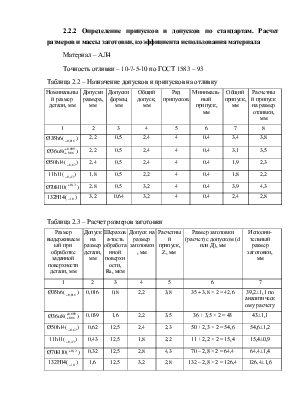
2.2.2 Определение припусков и допусков по стандартам. Расчет размеров и массы заготовки, коэффициента использования материала
Материал – АЛ4
Точность отливки – 10-7-5-10 по ГОСТ 1583 – 93
Таблица 2.2 – Назначение допусков и припусков на отливку
|
Номинальный размер детали, мм |
Допуски размера, мм |
Допуски формы, мм |
Общий допуск, мм |
Ряд припусков |
Минималь-ный припуск, мм |
Общий припуск, мм |
Расчетный припуск на размер отливки, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Ø35h6( |
2,2 |
0,5 |
2,4 |
4 |
0,4 |
3,4 |
3,8 |
|
Ø36u8( |
2,2 |
0,5 |
2,4 |
4 |
0,4 |
3,1 |
3,5 |
|
Ø50h14( |
2,4 |
0,5 |
2,4 |
4 |
0,4 |
1,9 |
2,3 |
|
11h11( |
1,8 |
0,5 |
2,2 |
4 |
0,4 |
1,8 |
2,2 |
|
Ø70H10( |
2,8 |
0,5 |
3,2 |
4 |
0,4 |
3,9 |
4,3 |
|
132Н14( |
3,2 |
0,64 |
3,2 |
4 |
0,4 |
2,4 |
2,8 |
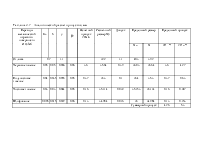
Таблица 2.3 – Расчет размеров заготовки
|
Размер выдерживаемый при обработке заданной поверхности детали, мм |
Допуск на размер детали, мм |
Шерахова-тость обработанной поверхности, Ra, мкм |
Допуск на размер заготовки, мм |
Расчетный припуск, Z, мм |
Размер заготовки (расчет) с допуском (d или Д), мм |
Исполни-тельный размер заготовки, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Ø35h6( |
0,016 |
0,8 |
2,2 |
3,8 |
35 + 3,8 × 2 = 42,6 |
39,2±1,1 по аналитическому расчету |
|
Ø36u8( |
0,039 |
1,6 |
2,2 |
3,5 |
36 + 3,5 × 2 = 43 |
43±1,1 |
|
Ø50h14( |
0,62 |
12,5 |
2,4 |
2,3 |
50 + 2,3 × 2 = 54,6 |
54,6±1,2 |
|
11h11( |
0,43 |
12,5 |
1,8 |
2,2 |
11 + 2,2 × 2 = 15,4 |
15,4±0,9 |
|
Ø70H10( |
0,32 |
12,5 |
2,8 |
4,3 |
70 – 2,8 × 2 = 64,4 |
64,4±1,4 |
|
132Н14( |
1,6 |
12,5 |
3,2 |
2,8 |
132 – 2,8 × 2 = 126,4 |
126,4±1,6 |
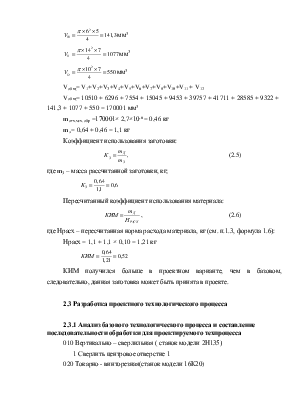
Расчет массы спроектированной заготовки:
mз=mд+mотх.мех.обр., (2.1)
где mотх.мех.обр – масса удаляемого в процессе механической обработки слоя металла, кг.
mотх.мех.обр =Vотх. ×ρ, кг (2.2)
где Vотх. – суммарный объём удаляемых в процессе механической обработки фигур, мм3;
ρ - плотность материала заготовки, кг/мм3; ρСЧ=7,2×10-6 кг/мм2.
Размеры фигур устанавливаются на основе размеров обработки и табличных припусков.
Определение объема удаленных фигур:
![]() , (2.3)
, (2.3)
где Д – диаметр заготовки, мм;
l – длина заготовки, мм.
![]() мм3
мм3
![]() мм3
мм3
![]() мм3
мм3
![]() мм3
мм3
![]() мм3
мм3
![]() мм3
мм3
![]() мм3
мм3
![]() мм3
мм3
![]() мм3
мм3
![]() мм3
мм3
![]() мм3
мм3
![]() мм3
мм3
Vобщ= V1+V2+V3+V4+V5+V6+V7+V8+V10+V11 + V12
Vобщ= 10510 + 6296 + 7554 + 15045 + 9453 + 39757 + 41711 + 28585 + 9322 + 141,3 + 1077 + 550 = 170001 мм3
mотх.мех.обр =170001× 2,7×10-6 = 0,46 кг
mз = 0,64 + 0,46 = 1,1 кг
Коэффициент использования заготовки:
![]() (2.5)
(2.5)
где mЗ – масса рассчитанной заготовки, кг;
![]()
Пересчитанный коэффициент использования материала:
![]() ,
(2.6)
,
(2.6)
где Нрасх – пересчитанная норма расхода материала, кг (см. п.1.3, формула 1.6):
Нрасх = 1,1 + 1,1 × 0,10 = 1,21 кг
![]()
КИМ получился больше в проектном варианте, чем в базовом, следовательно, данная заготовка может быть принята в проекте.
2.3 Разработка проектного технологического процесса
2.3.1 Анализ базового технологического процесса и составление
последовательности обработки для проектируемого техпроцесса
010 Вертикально – сверлильная ( станок модели 2Н135)
1 Сверлить центровое отверстие 1
020 Токарно - винторезная(станок модели 16К20)
1 Точить поверхность 1
030 Токарно - винторезная (станок модели 16К20)
1 Подрезать торец 1
2 Сверлить отверстие 3
3 Расточить отверстие 2
040 Токарно – винторезная (станок модели 16К20)
1 Подрезать торец 2
2 Расточить отверстие 1
3 Расточить фаску 3
050 Токарно - винторезная (станок модели 16К20)
1 Точить поверхность 1, выдерживая размер Ø36,3h9
2 Точить поверхность 2, выдерживая размер Ø35,3h9
3 Точить фаску 3
4 Точить канавку 4
5 Шлифовать поверхность 1
6 Шлифовать поверхность 2
060 Вертикально - сверлильная (станок модели 2Н135)
1 Сверлить три отверстия 2
070 Вертикально - сверлильная (станок модели 2Н135)
1 Зенкеровать отверстие 1
090 Фрезерная с ЧПУ (станок модели 6Т13Ф3)
1Фрезеровать плоскости 1 и 2
110 Токарно – винторезная (станок модели 16К20)
1 Расточить отверстие 2
2 Расточить отверстие 3
3 Расточить фаску 1
120 Вертикально – сверлильная (станок модели 2Н135)
1 Цековать два отверстия 1 и 2
140 Вертикально – сверлильная (станок модели 2Н135)
1 Сверлить отверстие 1
160 Вертикально – сверлильная (станок модели 2Н135)
1 Сверлить отверстие 2
170 Вертикально – сверлильная (станок модели 2Н135)
1 Зенковать фаску 1
180 Вертикально – сверлильная (станок модели 2Н135)
1 Цековать отверстие 1
200 Вертикально – сверлильная (станок модели 2Н135)
1 Нарезать резьбу 2
Недостатком базового технологического процесса является: использование ряда вертикально – сверлильных станков для обработки отверстий. С целью концентрации операций и уменьшением численности рабочих желательно для сверлильных операций применить станки с ЧПУ.
Таким образом, целесообразно объединить операции и применить для обработки отверстий и плоскостей станок модели ГФ2171.
Таким образом, проектируемый технологический процесс будет выглядеть следующим образом:
010 Вертикально – сверлильная
020 Токарная
030 Токарная
040 Токарная
050 Токарная
060 Фрезерная с ЧПУ
070 Фрезерная с ЧПУ
080 Шлифовальная
2.3.2 Выбор и обоснование технологических баз
В качестве черновой базы для первой операции выбирается наружная поверхность 42,6 мм, и один из торцев; на данной операции происходит обработка центрового отверстия. На следующей операции в качестве базы применяют центровое отверстие и торец детали, на данной операции происходит обработка наружных поверхностей. Далее в качестве базы используется наружная обработанная поверхность, на данной операции происходит обработка внутренних поверхностей.
2.3.3 Выбор оборудования и технологической оснастки
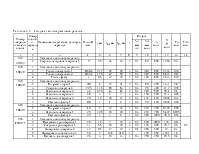
Таблица 2.4 – Выбор оборудования.
|
Номер операции |
Код и модель станка |
Наименование станка |
Стоимость станка, млн.руб. |
Паспортные данные |
||||
|
Габаритные размеры |
Характеристика привода |
Мощность, кВт |
Ряд частот, мин |
Ряд подач, мм/об |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
010 |
381XXX 2Н135 |
Вертикально - сверлильный |
21,5 |
1,03×0,825 |
— |
4 |
31-1400 |
0,1-1,6 |
|
020 |
381163 16К20 |
Токарно - винторезная |
10,8 |
3,7×2,26 |
Электропривод |
11 |
20-2500 |
б/с |
|
030 |
381163 16К20Ф3 |
Токарно - винторезная |
10,8 |
3,7×2,26 |
Электропривод |
11 |
20-2500 |
б/с |
|
040 |
381163 16К20Ф3 |
Токарно - винторезная |
10,8 |
3,7×2,26 |
Электропривод |
11 |
20-2500 |
б/с |
|
050 |
38XXX ГФ2171 |
Фрезерная с ЧПУ |
159,2 |
3,68×4,17 |
Электропривод |
13 |
40-2000 |
б/с |
|
060 |
38XXX ГФ2171 |
Фрезерная с ЧПУ |
159,2 |
3,68×4,17 |
Электропривод |
13 |
40-2000 |
б/с |
|
070 |
38XXX 3М151 |
Круглошлифовальная |
21 |
4,605×2,405 |
Гидропривод |
10 |
50-500 1590 |
б/с |
Таблица 2.5 – Выбор технологической оснастки
|
Номер операции |
Приспособления |
Режущий инструмент |
Вспомогательный инструмент |
Измерительный инструмент |
||||
|
Наименование |
Код |
Наименование |
Код |
Наименование |
Код |
Наименование |
Код |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
010 |
Патрон |
396100 |
Сверла центровочные |
391442 |
Резцедержка |
392800 |
||
|
020 |
Патрон Центр жёсткий Центр вращающийся |
396100 392844 392842 |
Резец проходной Резец канавочный |
392192 392195 |
Резцедержка |
392800 |
Калибр – скоба Штангенциркуль Прибор для контроля: биения, соостности, перпендикулярности |
393120 393311 394343 |
|
030 |
Патрон |
396100 |
Резец расточной |
392133 |
Резцедержка |
392800 |
Калибр-пробка, штангенциркуль |
393141 393311 |
|
040 |
Патрон |
396100 |
Резец проходной Резец расточной |
392192 392133 |
Резцедержка |
392800 |
Штангенциркуль |
393311 |
Продолжение таблицы 2.5
|
050 |
Приспособление станочное |
396110 |
Сверло центровочное сверло спиральное, зенкер-цековка, фреза торцовая |
391242 391220 391650 391820 |
Патрон быстросменный |
392819 |
Штангенциркуль, Калибр - пробка |
393311 393141 |
|
060 |
Приспособление станочное |
396110 |
Сверло центровочное, сверло спиральное, метчик |
391242 391220 391391 |
Патрон быстросменный Патрон предохранительный |
392819 392818 |
Штангенциркуль, Резьбовая калибр – пробка |
393311 393140 |
|
070 |
Хомутик Центры жёсткие |
392870 392844 |
Шлифовальный круг |
397732 |
Оправка |
392800 |
Калибр-скоба Шаблон Калибр Прибор для контроля: биения, соостности |
393120 393610 393190 394343 |
2.4 Разработка операционного технологического процесса
2.4.1 Определение межоперационных припусков и операционных
размеров
Таблица 2.6 – Определение последовательности обработки детали.
|
Последовательность механической обработки Ø35h6 |
Точность обработки |
Способ базирования детали в приспособлении |
Расчет погрешности установки,Eу мм |
|
|
Квалитет с допуском |
Шераховато-сть, Rа, мкм |
|||
|
Черновое точение |
13(0,39) |
12,5 |
Базирование на цанговой оправке |
EБ = 0 EЗ = 0,06 Eу= 0,06 |
|
Получистовое точение |
10(0,1) |
6,3 |
Без переустановки детали с заменой инструмента |
EИНД.=0,05 |
|
Чистовое точение |
8(0,039) |
3,2 |
||
|
Шлифование |
6(0,016) |
0,8 |
Базирование на конической оправке |
EБ = 0 EЗ = 0,06 Eу= 0,06 |
Погрешность установки:
![]() (2.7)
(2.7)
где EБ – погрешность базирования, мм;
EЗ – погрешность закрепления, мм; Eз=0,15 мм
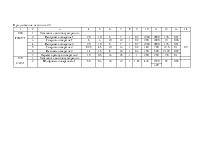
Таблица 2.7 – Аналитический расчет припусков, мм
|
Переходы механической обработки поверхности Ø35h6 |
Rz |
h |
ρ |
EУ |
Расчетный припуск 2Zmin |
Расчет-ный размер Dp |
Допуск |
Предельный размер |
Предельный припуск |
|||
|
Dmax |
Dmin |
2Zminпр |
2Zmaxпр |
|||||||||
|
Отливка |
0,7 |
1,1 |
— |
— |
39,2 |
1,1 |
40,3 |
39,2 |
— |
— |
||
|
Черновое точение |
0,05 |
0,05 |
0,066 |
0,06 |
3,6 |
35,64 |
0,39 |
36,03 |
35,64 |
3,6 |
4,27 |
|
|
Получистовое точение |
0,04 |
0,035 |
0,055 |
0,05 |
0,37 |
35,3 |
0,1 |
35,4 |
35,3 |
0,37 |
0,63 |
|
|
Чистовое точение |
0,03 |
0,03 |
0,044 |
0,05 |
0,16 |
35,114 |
0,039 |
35,153 |
35,114 |
0,16 |
0,247 |
|
|
Шлифование |
0,005 |
0,015 |
0,022 |
0,06 |
0,13 |
34,984 |
0,016 |
35 |
34,984 |
0,13 |
0,153 |
|
|
Суммарный припуск: |
4,26 |
5,3 |
||||||||||
![]() (2.8)
(2.8)
ρсм = Т/2 = 2,2/2 = 1,1 мм
ρкор = Δк×D = 1×0,085 = 0,085 мм
![]() мм
мм
ρчерн =1,1×0,06 = 0,066 мм
ρпол = 1,1×0,05 = 0,055 мм
ρчист= 1,1×0,04 = 0,044 мм
ρтонк= 1,1×0,02 = 0,022 мм
![]() (2.9)
(2.9)
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
Проверка правильности произведенных расчетов:
2Zomax-2Zomin=TДз-ТДД
5,3 – 4,26 = 1,1 – 0,016
1,04 = 1,04
2Zoном = 2Zomin + ВДз- ВДД = 4,26 + 1,1 – 0,016 = 5,1 мм
Дзном = ДДном - 2Zoном = 35 + 5,1 = 40,1 мм
Таблица 2.8 – Табличный расчет припусков.
|
Переходы механической обработки поверхности Ø36u8 |
Точность обработки |
Припуск табличный, Z, мм |
Расчёт размеров заготовки d или D, мм |
||
|
квалитет |
Допуск, мм |
Шероховатость, Rа, мкм |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Чистовое точение |
u8 |
0,039 |
1,6 |
1,2 |
Ø36u8 |
|
Получистовое точение |
h10 |
0,1 |
3,2 |
1,8 |
36 + 1,2 = 37,2 |
|
Черновое точение |
h14 |
0,62 |
12,5 |
2,5 |
37,2 + 1,8 = 40 |
|
Отливка |
— |
2,2 |
200 |
— |
40 + 2,5 = 42,5±1,1 |
2.4.2 Определение режимов резания на проектируемые операции. Сводная таблица режимов резания
Аналитический расчет режимов резания
Операция
Дано:
Станок - ГФ2171
Материал заготовки – алюминий АЛ4 ГОСТ2685 – 75;
Обработка – предварительная
Вид механической обработки – центровать отверстие
D = 20мм, L = 10 мм
Решение
1 Выбор режущего инструмента
Для сверления принимаем спиральное цилиндрическое сверло, с коническим хвостовиком Ø20 мм по ГОСТ4010-77
2 Расчет режимов резания
1 Глубина резания
t = ![]()
2 Подача
Рекомендуемая s = 0,66 – 0,76
Принимаем s = 0,7
3 Стойкость Т = 60 мин
3 Скорость резания
![]() (2.10)
(2.10)
где Сv =40,7, q = 0,25, y = 0,4, m = 0,125 – показатели степени
Кν=Кмν∙Кпν∙Кuν, (2.11)
![]() (2.12)
(2.12)
К![]() -
коэффициент, учитывающий качество обрабатываемого материала. где n=1,3;
-
коэффициент, учитывающий качество обрабатываемого материала. где n=1,3;
Кпν = 1,0 – коэффициент, учитывающий состояние поверхности заготовки.
Кuν = 1,0 – коэффициент, учитывающий материал режущего инструмента.
Кν = 1,22×1,0×1,0=1,22.
![]() м/мин
м/мин
4 Частота вращения
![]() , мин
, мин![]() (2.13)
(2.13)
![]() мин
мин![]()
Корректируем по паспорту станка n = 2800 мин![]()
5 Действительная скорость резания
![]() ,
м/мин (2.14)
,
м/мин (2.14)
![]() м/мин
м/мин
6 Крутящий момент
![]() , Н·м (2.15)
, Н·м (2.15)
где См = 0,005, q = 2,0, y = 0,8 – показатели степени
![]() (2.16)
(2.16)
![]() Н·м
Н·м
7 Осевая сила
![]() , Н
(2.17)
, Н
(2.17)
где Ср = 9,8, q = 1,0, у = 0,7 – показатели степени
![]() , Н
, Н
8 Мощность резания
![]() ,
кВт (2.18)
,
кВт (2.18)
![]() кВт
кВт
3 Определяем основное время
а) Длина резания:
lрез=10 мм б) Длина рабочего хода:
Lр.х. = lрез + y + Δ (2.20)
y = ctgφ =1
Δ = 2 мм
Lр.х.=10+1+2=13 мм в) Машинное время:
![]() ,мин
(2.21)
,мин
(2.21)
![]() мин
мин
Табличный расчет режимов резания.
Операция 070.
Шлифовать поверхность 1
Дано:
Станок – 3А151;
Материал заготовки – алюминий АЛ4 ГОСТ2685 – 75;
Обработка – окончательная;
Вид шлифования – наружное круглое;
D = 35h6(![]() ) мм, lрез = 45,2
мм, dкр =600 мм .
) мм, lрез = 45,2
мм, dкр =600 мм .
1 Выбор шлифовального круга
Для шлифования принимаем следующий шлифовальный круг:
ПП – плоского прямого профиля;
25А – электрокарунд белый;
40Н – зернистость 40, индекс зернистости Н;
Т2 – твердость;
7 – структура;
К8 – связка керамическая;
А – класс круга;
50 м/с – скорость вращения круга.
ПП 25А 40Н Т2 7 К8 А 50
2 Расчет режимов резания ( выполнен книге «Режимы резания металлов:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.