3 ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
3.1 Расчетно-конструкторский анализ станочного приспособления
3.1.1 Описание конструкции и принципа работы приспособления
На операции 020 «Комплексная с ЧПУ» для установки и закрепления детали применяется специальное приспособление с винтовым зажимом. Приспособление устанавливается на станке ИР500ПМФ4 по направляющим шпонкам и закрепляется.болтами.
Приспособление состоит из плиты 5, на которой закреплено два неподвижных ограничителя поз. 3 и 4.Деталь устанавливается на шлицевой палец 6 до упора в торец.
Деталь прижимается к торцу польца винтом 10 через быстросменную шайбу 7
Откидные упоры 1 и 2 повышают жесткость закрепления заготовки……………….
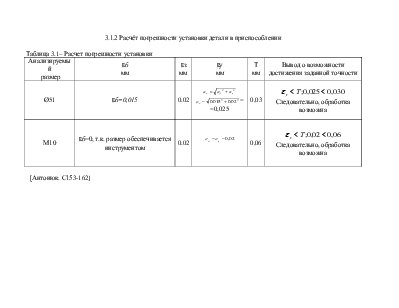
3.1.2 Расчёт погрешности установки детали в приспособлении
Таблица 3.1– Расчет погрешности установки
|
Анализируемый размер |
Eб мм |
Eз мм |
Eу мм |
Т мм |
Вывод о возможности достижения заданной точности |
|
Ø51 |
Eб=0,015 |
0.02 |
=0,025 |
0,03 |
Следовательно, обработка возможна |
|
М10 |
Eб=0, т.к. размер обеспечивается инструментом |
0.02 |
|
0,06 |
Следовательно, обработка возможна |
[Антонюк. С153-162]
3.1.3 Расчёт параметров силового органа приспособления
Рисунок 3.1 – Схема действия сил
Определение крутящего момента [15, с.281…291]:
Мкр=10![]() Сm
Сm![]() Dq
Dq![]() Sy
Sy![]() Kp
Kp
Мкр=10![]() 0,0345
0,0345![]() 512
512![]() 0,140,8(
0,140,8(![]() )0,75=150
Н·м
)0,75=150
Н·м
Мощность резания
![]()
![]() кВт
(3.1)
кВт
(3.1)
Определение усилия зажима W
W= , H
(3.2)
, H
(3.2)
где f – коэффициент трения по рабочим поверхностям зажимов, для гладких поверхностей, f1 =0,15
K – коэффициент запаса.
Определение коэффициента запаса [1, с. 199-207]:
K![]() ,
(3.4)
,
(3.4)
где
![]() - гарантированный коэффициент запаса;
- гарантированный коэффициент запаса; ![]() =1,5;
=1,5;
![]() - для чистовой обработки;
- для чистовой обработки; ![]() =1,0;
=1,0;
![]() - коэффициент, учитывающий увеличение сил резания
из-за прогрессирующего
затупления режущего инструмента;
- коэффициент, учитывающий увеличение сил резания
из-за прогрессирующего
затупления режущего инструмента; ![]() =1,6;
=1,6;
![]() -
коэффициент, учитывающий увеличение силы резания при прерывистом резании;
-
коэффициент, учитывающий увеличение силы резания при прерывистом резании; ![]() =1,2
=1,2
;
![]() - коэффициент, учитывающий постоянство силы зажима при
использовании пневматического зажима
- коэффициент, учитывающий постоянство силы зажима при
использовании пневматического зажима ![]() =1,3;
=1,3;
![]() - при удобном расположении рукоятки;
- при удобном расположении рукоятки; ![]() =1,0
=1,0
![]() -коэффициент, учитываемый только при наличии крутящих
моментов, стремящихся повернуть заготовку;
-коэффициент, учитываемый только при наличии крутящих
моментов, стремящихся повернуть заготовку; ![]() =1,5;
=1,5;
![]()
W=![]() =77810 H
=77810 H
Определение усилия Q на винтовом зажиме Q=W
Определение диаметра резьбы:
d= c![]()
![]() мм;
мм;
где Q – усилие создаваемое винтовым зажимом,Q=77810 H
c- коэффициент для основных метрических резьб, с=1,4
- ![]() -
допускаемое напряжение материала,
-
допускаемое напряжение материала,
d=
1,4![]()
![]() =27,6
мм
=27,6
мм
Принята метрическая резьба М28
3.2 Конструирование и расчёт режущего инструмента
Производим расчет развертки Ø51Н7 (+0,2 )
1 Определяем исполнительные диаметры режущей части развертки для отверстия Do =51Н7
Dооmax =51+ 0,2=51,2 мм
D omin =51мм
Максимальный диаметр развертки
Dmax =Domax -0,15JT
Минимальный диаметр развертки
Dmin =Domin -0,35JT
где 0,15JT=0,15![]()
0,35JT=0,35![]()
откуда
Dmax =51,2-0,03=51,17 мм
Dmin = 51,17-0,07=51,1мм
2 Габаритные размеры развертки принимаем по ГОСТ 1672-80
3 Основные размеры ножей, пазов в корпусе развертки и размеры профиля рифлений выбираем по ГОСТ 2568-71.
; Обратную конусность на длине ножа D-Do принимаем равной 0,012 мм
5
Геометрические параметры режущей части развертки принимаем по нормативам;
главный угол в плане ![]() ;передний угол
;передний угол ![]() ;задний угол по заборной части
;задний угол по заборной части ![]() λ=80 , задний угол по
периферии λ1 =100 ,задний угол по спинке ножа λс =200
; ширина ленточки ƒ1 =0,2…0,25 мм
λ=80 , задний угол по
периферии λ1 =100 ,задний угол по спинке ножа λс =200
; ширина ленточки ƒ1 =0,2…0,25 мм
6 Длина заборной части развертки
l1 =![]()
D2 =D-2,6t=51-2,6![]() 50,532
мм где
D2 -
диаметр заборной части, мм;
50,532
мм где
D2 -
диаметр заборной части, мм;
m-длина- направляющего конуса, мм (1…3);
t-припуск под развертывание на сторону, мм.
l1 =![]()
7 Число зубъев развертки
z=1,5![]() +2=1.5
+2=1.5![]() +2=12
+2=12
принимаем z=12
8 Выбираем угловой шаг зубъев развертки
![]()
9 В качестве припоя назначаем латунь Л68. Для корпуса развертки и ножей сталь Р6М5 ГОСТ 19265-73,хвостовик сталь 45 ГОСТ 1050-74 .
10 Технические требования на развертки принимаем по ГОСТ 1523-65
3.3 РАСЧЕТ И КОНСТРУИРОВАНИЕ ИЗМЕРИТЕЛЬНОГО ИНСТРУМЕНТА
На операции 020 комплекснойс ЧПУ для контроля отверстия Ø40Н7(+0,0622) используется калибр-пробка. Для проверки вхождения размера в допуск калибр имеет две губки с проходным и непроходным диаметрами. Материал губок сталь У8А ГОСТ 1435-74, материал ручки сталь Ст3 ГОСТ 380-71. Губки крепятся на ручке с помощью резьбы М12 7Н/8g. Для удобства использования калибра на ручку нанесено рифление
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.