

















Министерство образования Республики Беларусь
Учреждение образования
«Гомельский государственный машиностроительный колледж»
Специальность 2-36 01 01
«Технология машиностроения»
Специализация 2-36 01 01 31
«Технология обработки материалов на станках и автоматических линиях»
Группа ТОМ-42
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовому проекту
КП. ПТП.11325.00.ПЗ
Разработал:
Руководитель проекта:
Гомель 2011
СОДЕРЖАНИЕ
Введение 3
1 Анализ исходных данных
1.1 Описание конструкции и служебного назначения детали с разработкой технического эскиза. 4
1.2 Определение типа производства и его характеристика 5
1.3 Анализ детали на технологичность 7
2 Разработка технологии обработки детали
2.1 Анализ технических требований, предъявленных к детали. Рекомендации по их обеспечению и контролю 10
2.2 Выбор вида и обоснование метода получения заготовки
2.2.1 Описание метода получения заготовки 11
2.2.2 Определение припусков и допусков по стандартам. Расчет размеров и массы заготовки, коэффициента использования материала 11
2.3 Разработка проектного технологического процесса 12
2.3.1 Анализ базового технологического процесса и составление последовательности обработки для проектируемого техпроцесса 12
2.3.2 Выбор и обоснование технологических баз 13
2.3.3 Выбор оборудования и технологической оснастки 14
2.4 Разработка операционного технологического процесса 15
2.4.1 Определение межоперационных припусков и операционных размеров 15
2.4.2 Определение режимов резания на проектируемые операции. Сводная таблица режимов резания 16
2.4.3 Нормирование проектируемой операции. Сводная таблица норм времени 18
3 Мероприятия по энерго- и ресурсосбережению 19
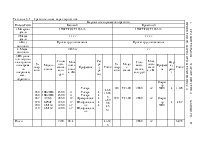
4 Сравнительная характеристика базового и проектного вариантов техпроцесса 21
Заключение 22
Литература 23
ВВЕДЕНИЕ
Ведущее место в росте экономики Республики принадлежит машиностроению, которое обеспечивает материальную основу технического прогресса всех отраслей народного хозяйства.
В настоящее время машиностроение располагает мощной производственной базой, выпускающей свыше четверти всей промышленной продукции республики.
В развитии машиностроения первостепенной задачей является автоматизация на базе гибких производственных систем, в том числе применения станков с ЧПУ, роботов, программируемых манипуляторов, робототехнических комплексов; увеличение применения прогрессивных конструкционных материалов, снижение металлоемкости машин и оборудования с их удельной энергоемкости, снижение себестоимости продукции.
Завод Литья и нормалей – является одним из наиболее развитых предприятий машиностроения в городе Гомель. ЗЛиН занимается выпуском сельскохозяйственной продукции, производит также запасные части ко всем выпускаемым изделиям, широкого ассортимента товаров народного потребления; замки, мебельную фурнитуру, светильники, подсвечники, прицепы к легковым автомобилям, повозки конные, корморезку бытовую, насос ручкой, косы стропильные, орехоколы, пепельницы и другие товары народного потребления.
ЗЛиН имеет возможность производить из серого, ковкого, высокопрочного чугуна, цветное литье, штамповки, поковки любых наименований, сварные конструкции.
1 АНАЛИЗ ИСХОДНЫХ ДАННЫХ
1.1 Описание конструкции и служебного назначения детали.
Деталь «Ось-эксцентрик КЗК-12-1808609» входит в ролик КЗК-12-1808080 и служит для регулировки зазора между зерноуборочной жаткой и наклонной камерой комбайна КЗК-1218.
Поверхность 6 служит для установки подшипников, в канавку 17 устанавливается стопорное кольцо и предназначено для фиксации подшипников на оси. На подшипник устанавливается терм обработанный ролик КЗК-17-80603. К поверхности 5 напрессовывается втулка с торцовыми зубьями и приваривается к буртику по фаске 11. Деталь поверхностью 4 устанавливается в наклонную камеру по втулке, на торце которого имеются рифления, с помощью которых деталь фиксируется в заданном положении и поджимается гайкой по резьбе М24.
В качестве материала заготовки выбрана сталь 18ХГТ.
Таблица 1.1 – Химический состав материала 18ХГТ ГОСТ1583-93, %
|
Марка стали |
Углерод |
Кремний |
Марганец |
Не более |
|
|
Хром |
Сера |
||||
|
18ХГТ |
0,17-0,23 |
0,17-0,37 |
0,80-1,10 |
1,00-1,30 |
- |
Таблица 1.2- Физико-механические свойства материала 18 ХГТ ГОСТ1583-93, %
|
Предел текучести δт, Кгс/мм2 |
Временное сопротивление δв, кгс/мм2 |
Относительное удлинение δ,% |
Относительное сужение µ, % |
Ударная вязкость α, Нкгс/м |
|
90 |
100 |
50 |
8 |
8 |
1.2 Определение типа производства и его характеристика
Тип производства определяется по коэффициенту закрепления операций (Кз.о.). Предварительно на основе типового технологического процесса его можно определить по формуле:
![]() ,
,
где: Fд =4029ч (3904ч)- действительный годовой фонд работы оборудования; N=2200 шт.- годовой объём выпуска детали;
Tшт(шт-к)ср- среднее штучное или штучно-калькуляционное время, мин;
Ky=0,7…0,8- коэффициент ужесточения норм.
Таблица 1.3-Анализ операций механической обработки детали
|
Номер операции |
Код и наименование операции |
Модель станка |
Категория ремонтной сложности |
Т(шт-к)ср |
|
050 |
4114 Токарная с ЧПУ |
16А20Ф3 |
32 |
4,68 |
|
060 |
4114 Токарная с ЧПУ |
16А20Ф3 |
32 |
15,655 |
|
067 |
4105 Резьбонакатная |
А9125 |
15 |
3,89 |
|
070 |
4262 Горизонтально-фрезерная |
6Р82Г |
23 |
9,8 |
|
200 |
4131 Кругло-шлифовальная |
3М152 |
13,5 |
4,5 |
|
210 |
4131 Кругло-шлифовальная |
3М152 |
13,5 |
5,1 |
|
Итого 43,625 |
||||

![]()
Таким образом:
![]()
Тип производства - среднесерийное (Кз.о.=14,4)
Величина производственной партии:
![]() ,
,
где a – число дней, на которые необходимо иметь запас деталей.
a=3…15 дней – для средних деталей.
Для данной детали, а=12 дням.
Фр.д. – число рабочих дней в году;
Фр.д.=365-(104+8)=253 дня.
 шт.
шт.
В базовом технологическом процессе обработки применены станки с ЧПУ, которые могут применяться в среднесерийном производстве и делают возможной частую переналадку оборудования.
Заготовкой служит прокат круглого сечения.
1.2Анализ детали на технологичность
Качественный анализ на технологичность.
Деталь «КЗК-12-1808609 Ось-эксцентрик», представляет собой простую фигуру. Деталь изготавливается из стали 45-h11 ГОСТ7417-75. Заготовкой наиболее целесообразной является прокат круглого сечения
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.