2 РАЗРАБОТКА ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛИ
Базовый технологический процесс имеет следующую последовательность обработки поверхностей:
Операция 010 – Вертикально-сверлильная на станке 2Н150
1 Сверлить отверстие17 до Ø20H14.
Операция 020 – Вертикально-сверлильная на станке 2Н150
1 Рассверлить отверстие 17 до Ø40H14.
Операция 030 – Токарная с ЧПУ на станке 1П756ДФ3
1 Подрезать торец 8;
2 Подрезать торец 1;
3 Точить поверхность 3, выдерживая размер Ø76,5h14;
4 Точить поверхность 3, выдерживая размер Ø75,6h11;
5 Точить канавку 4, выдерживая размеры 5+0,3 и 2,8+0,14;
6 Точить канавку 5, выдерживая размер 60,3-0,3;
7 Расточить канавку 7, выдерживая размеры Ø220H14, Ø88h14 и 4+1.
Операция 040 – Токарная с ЧПУ на станке 1П756ДФ3
1 Точить поверхность 9, выдерживая размер Ø300h14;
2 Подрезать торец 12;
3 Расточить отверстие 17, выдерживая размер Ø45,8H14;
4 Расточить отверстие 13, выдерживая размеры Ø65H14 и 9+0,2;
5 Расточить фаску 14;
6 расточить отверстие17, выдерживая размер Ø46,6H11.
Операция 050 – Горизонтально-протяжная на станке 7Б56
1 Протянуть шлицы 15.
Операция 070 – Фрезерная с ЧПУ на станке ГФ2171
1 Центровать шестнадцать отверстий 11;
2 Сверлить шестнадцать отверстий 11 до Ø22H14;
3 Зенкеровать шестнадцать отверстий 11 до Ø24,5H12;
4 Развернуть шестнадцать отверстий 11 предварительно;
5 Развернуть шестнадцать отверстий 11, выдерживая размер Ø25H8 последовательно.
Операция 080 – Вертикально-сверлильная на станке 2Н135
1 Зенковать фаски в шестнадцати отверстиях, выдерживая размер 1,6.
Анализ заводского техпроцесса, показал, что в проектном варианте процесса обработки детали целесообразно заменить все станки, кроме горизонтально-протяжного 7Б56, на токарный многоцелевой станок Spinner
TC 800-110 SMC. Полностью маршрут обработки представлен в сводной таблице режимов резания и комплекте документов.
Рекомендации по их обеспечению и контролю
Таблица 2.1 – Анализ технических требований
|
Номер конструктивного элемента |
Размеры и требования к их диаметральной и линейной точности |
Требования к шероховатости поверхности, Ra |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности: способы базирования и виды обработки |
Методы контроля и средства измерения |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1,12 |
82h14 (-0,87) |
20 |
Точение однократное |
Штанген-циркуль ШЦ –1–125-0,1 ГОСТ 166-89 |
|
|
2 |
1х450 |
20 |
Точение фаски однократное |
Визуально |
|
|
3 |
Ø75,6h11 |
5 |
Точение чистовое после чернового |
Штанген-циркуль ШЦ –1–125-0,1 ГОСТ 166-89 |
|
|
4 |
2,8+0.14 Ø72-0.3 |
6,3 |
Точение однократное |
Штанген-циркуль ШЦ –1–125-0,1 ГОСТ 166-89 |
|
|
5 |
Ø74-0.7 |
20 |
Точение однократное |
Штанген-циркуль ШЦ –1–125-0,1 ГОСТ 166-89 |
|
|
6,1 |
60,3h12(-0.3) |
20 |
Точение однократное |
Выборочно, Штанген-циркуль ШЦ –1–125-0,1 ГОСТ 166-89 |
|
|
7 |
Ø88h14 (-0.87) 4+1 Ø220+1.5 |
20 |
Точение однократное |
Штанген-циркуль ШЦ –1–125-0,1 ГОСТ 166-89 |
Окончание таблицы 2.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
8,12 |
20,5-0.5 |
20 |
Точение однократное |
Штанген-циркуль ШЦ –1–125-0,1 ГОСТ 166-89 |
|
|
9 |
Ø300h14 (-1.3) |
20 |
Точение однократное |
Штанген-циркуль ШЦ –2–250-0,05 ГОСТ 166-89 |
|
|
10 |
1,6x300 |
20 |
Точение однократное |
Штанген-циркуль ШЦ –1–125-0,1 ГОСТ 166-89 |
|
|
11 |
Ø25H8 (+0,033) |
2,5 |
|
Развёртывание после зенкерования и сверления по УП при базировании относительно оси детали |
Калибр пробка Н8, калибр пробка на расположение |
|
13 |
Ø65H14 (+0.74) |
20 |
Растачивание однократное |
Штанген-циркуль ШЦ –1–125-0,1 ГОСТ 166-89 |
|
|
14 |
3x450 |
20 |
Растачивание фаски однократное |
Визуально |
|
|
15 |
Д10х47х55H8F8 |
5 |
|
Протягивание шлицевой поверхности при базировании относительно оси детали |
Калибр пробка шлицевая |
|
17 |
Ø46,6H11 (+0,16) |
5 |
Растачивание однократное после сверления и рассверливания |
Штанген-циркуль ШЦ –1–125-0,1 ГОСТ 166-89 |
Анализ существующего способа получения заготовки для детали “Диск КПТ 0100643”с учетом конфигурации детали, показал, что методом получения заготовки целесообразно принять поковку на кривошипном горячештамповочном прессе в закрытых штампах.
Штамповка на кривошипных прессах в 2...3 раза производительнее по сравнению со штамповкой на молотах, припуски и допуски уменьшаются на 20...35 %, расход металла снижается на 10...15 %.
После штамповки происходит обрезка и зачистка заусенцев, делается нормализационный отжиг и дробеметная очистка. После очистки рихтовки и контроля поковку направляют в механический цех для обработки. Применение штамповки в серийном производстве достаточно выгодно, так как происходит экономия материала, а затраты на изготовление штамповки компенсируется экономией электроэнергии при снятии меньшего припуска при обработке, а также снижением времени на обработку детали.
Назначение допусков
Материал – Сталь 18ХГТ ГОСТ 4543-71
Степень сложности – C4
Группа стали – М2
Класс точности – Т4
Исходный индекс – 17
Масса поковки – mз=15,375кг
![]() (2.1)
(2.1)
Конфигурация – П-плоская
Таблица 2.2 – Назначение допусков на поковку
|
Номер поверхности |
Номинальный размер детали, мм |
Вид размера |
Допуски на заготовку с указанием предельных отклонений, мм |
|
1,12 |
82h14 |
Длина |
4 |
|
3 |
Ø75h11 |
Диаметр |
4 |
|
8,12 |
20,5-0.5 |
Толщина |
3,6 |
|
9 |
Ø300h14 |
Диаметр |
5,6 |
|
13 |
Ø65H14 |
Диаметр |
4 |
|
16,12 |
9±0,2 |
Длина |
3,6 |
|
17 |
Ø46,6H11 |
Диаметр |
4 |
Назначение припусков опытно-статистическим методом
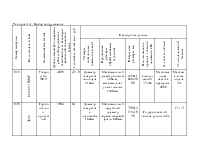
Таблица 2.3 – Назначение припусков и расчет размеров заготовки
|
Номер поверхности |
Переходы механической обработки поверхности |
Точность обработки |
Припуск табличный, Z, мм |
Расчет размеров заготовки (d или D), мм |
||||
|
Квалитет |
Допуск, мм |
Шероховатость, Ra, мкм |
||||||
|
1/12 |
Точение однократное |
h14 |
0,87 |
20 |
2,0/2,5 |
82 |
||
|
Заготовка |
- |
4,0 |
Rz630 |
- |
82+2,0+2,5=86,5 |
|||
|
Размер заготовки 87 |
||||||||
|
8/12 |
Точение однократное |
|
0,5 |
20 |
2,5/2,5 |
20,5 |
||
|
Заготовка |
- |
3,6 |
Rz 630 |
- |
20,5+2,5+2,5=25,5 |
|||
|
Размер заготовки 26 |
||||||||
|
16/12 |
Растачивание однократное |
±0,2 |
0,4 |
20 |
1,5/2,5 |
9 |
||
|
Заготовка |
- |
3,6 |
Rz630 |
- |
9+1,5+2,5=13 |
|||
|
Размер заготовки 13 |
||||||||
|
3 |
Точение чистовое |
h11 |
0,19 |
5 |
1,4 |
Ø75,6 |
||
|
Точение черновое |
h14 |
0,74 |
12,5 |
2,5 |
75,6+1,4=77 |
|||
|
Заготовка |
- |
4,0 |
Rz630 |
- |
77+2,5=79,5 |
|||
|
9 |
Точение однократное |
h14 |
1,3 |
20 |
1,6 |
Ø300 |
||
|
Заготовка |
- |
5,6 |
Rz630 |
- |
300+1,6=301,6 |
|||
|
Размер заготовки Ø 302 |
||||||||
|
13 |
Растачивание однократное |
Н14 |
0,74 |
20 |
3 |
Ø65 |
||
|
Заготовка |
- |
4,0 |
Rz630 |
- |
65-3=62 |
|||
|
Размер заготовки Ø 62 |
||||||||
|
17 |
Растачивание однократное |
H11 |
0,16 |
5 |
1,6 |
Ø46,6 |
||
|
Сверление |
Н14 |
0,52 |
20 |
- |
46,6-1,6=45 |
|||
|
Т.к. отверстие Ø45 сверлить затруднительно, перед этим будет выполнено | ||||||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.