видно, что в зависимости от принятых условий обеспечивается выбор схемы установки детали для токарных операций в виде различных сочетаний оправки, центров, патрона 3-кулачкового и люнета.
По алгоритму рассматриваемого типа проводится последовательная проверка всех условий выбора решений. Если какое-то значение анализируемого условия не выполнятся, то переходят к следующему. В результате после анализа последнего условия выбирается единственная схема установки детали.
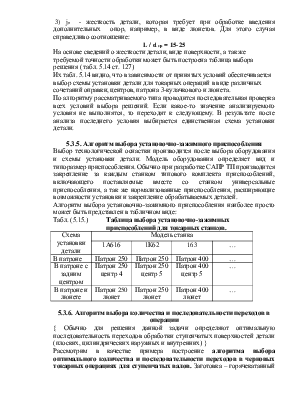
5.3.5. Алгоритм выбора установочно-зажимного приспособления
Выбор технологической оснастки производится после выбора оборудования и схемы установки детали. Модель оборудования определяет вид и типоразмер приспособления. Обычно при разработке САПР ТП производится закрепление за каждым станком типового комплекта приспособлений, включающего поставляемые вместе со станком универсальные приспособления, а так же нормализованные приспособления, расширяющие возможности установки и закрепление обрабатываемых деталей.
Алгоритм выбора установочно-зажимного приспособления наиболее просто может быть представлен в табличном виде:
Табл. (5.15.) Таблица выбора установочно-зажимных
приспособлений для токарных станков.
|
Схема установки детали |
Модель станка |
|||
1А616 |
1К62 |
163 |
… |
|
|
В патроне |
Патрон 250 |
Патрон 250 |
Патрон 400 |
… |
|
В патроне с задним центром |
Патрон 250 центр 4 |
Патрон 250 центр 5 |
Патрон 400 центр 5 |
… |
|
В патроне и люнете |
Патрон 250 люнет |
Патрон 250 люнет |
Патрон 400 люнет |
… |
5.3.6. Алгоритм выбора количества и последовательности переходов в операции
{ Обычно для решения данной задачи определяют оптимальную последовательность переходов обработки ступенчатых поверхностей детали (плоских, цилиндрических наружных и внутренних) }
Рассмотрим в качестве примера построение алгоритма выбора оптимального количества и последовательности переходов в черновых токарных операциях для ступенчатых валов. Заготовка –горячекатанный прокат, каждая ступень вала иммет различный напуск (наиболее сложный вариант).
Последовательность обработки может выполняться по двум схемам:
1)
2)
По первой схеме последовательная обработка производится по всей длине вала, начиная то наибольшего диаметра и заканчивая наименьшим. Первый продел выполняется с максимально допустимой глубиной резанья tmax, а второй с глубиной ti= zi-tmax, где zi – величина припуска на i-ступени вала, если ti£tmax; иначе второй проход должен быть повторно выполнен с глубиной tmax, а затем снят остаток припуска i-й ступени.
Вторая схема является более прогрессивной. Производится максимально возможное число переходов с глубиной резания tmax, и достигается наибольшая производительность обработки. Обеспечивается наименьшая длина рабочего хода, что определяет основное время обработки.
Если принять длину всех ступеней вала li=a, можно определить длину рабочего хода Lр.х. (без расчета перемещений инструмента на врезание) для рассматриваемых вариантов последовательности обработки.
Для схемы №1 Lр.х.=15а,для второго – Lр.х.=10а.
Таким образом, II вариант является более производительным. Соотношение длин резания зависит от числа и размеров ступеней вала и требует расчета в каждом конкретном случае.
Для построения алгоритма по II варианту учитываются условия:
- для сокращения суммарной длины резания обработку вести с наибольшей допустимой глубиной резания, определяемой материалом, типом инструмента, жесткостью системы СПНР и типоразмером станка;
- для сохранения жесткости детали обработка начинается со ступеней с наибольшим диаметром;
- для сокращения вспомогательного времени обрабатывать деталь за меньшее число переходов и рабочих ходов;
С учетом этих условий разработан алгоритм выбора последовательности переходов в операции.
В качестве входных данных используются: диаметр заготовки Dz, диаметры DI и длины LI всех ступеней вала и максимальная глубина резания TMAX. Первой ступенью I=1 является наибольший диаметр вала, последней ступенью – I=N является наименьший диаметр вала. Припуск PRIP(I) для I ступени равен разности диаметра заготовки DZ(I).
В операторе 5 проявляется, если максимальная длина резания TMAX
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.