АЛГОРИТМ ВЫБОРА ОБОРУДОВАНИЯ
Главными условиями выбора оборудования являются: - соответствие технологических возможностей станка CTTB множеству переходов {a1,а2,…аn} проектируемой операции; - соответствие рабочей зоны станка LСТ пространству, занимаемому приспособлением с обрабатываемой заготовкой и инструментальной наладкой (LПР+LЗАГ+LИН); - экономическая целесообразность применения станков (экономически допустимая партия деталей NЭК) в зависимости от типа производства или размеров партии деталей NДЕТ .
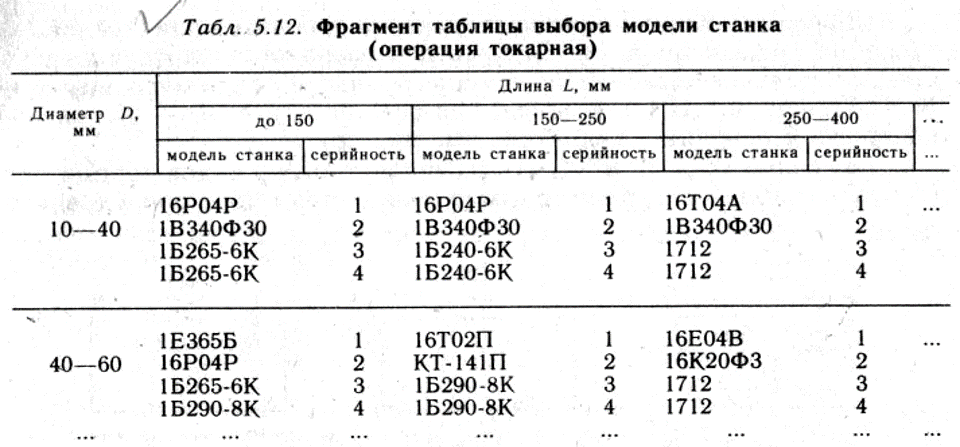
Так, выбор станка при обработке деталей класса “валы” для токарной группы операций определяется наибольшим диаметром заготовки D и её длинной L, т.е эти параметры обуславливают выбор типоразмера станка по высоте центров и наибольшему межцентровому расстоянию. При составлении таблицы выбора модели станков необходимо учитывать диапазоны размеров обрабатываемых на них деталей (табл.5.12.). В приведенной таблице для токарной операции эти диапазоны определяют выбор соответствующих типоразмеров станков. Для удобства обработки информации таблицы этого типа целесообразно преобразовывать кодированием моделей станков двухзначным кодом (табл.5.13.). Одна и та же модель станка, рекомендуемая при разных значениях D и L, представляется одним кодом.
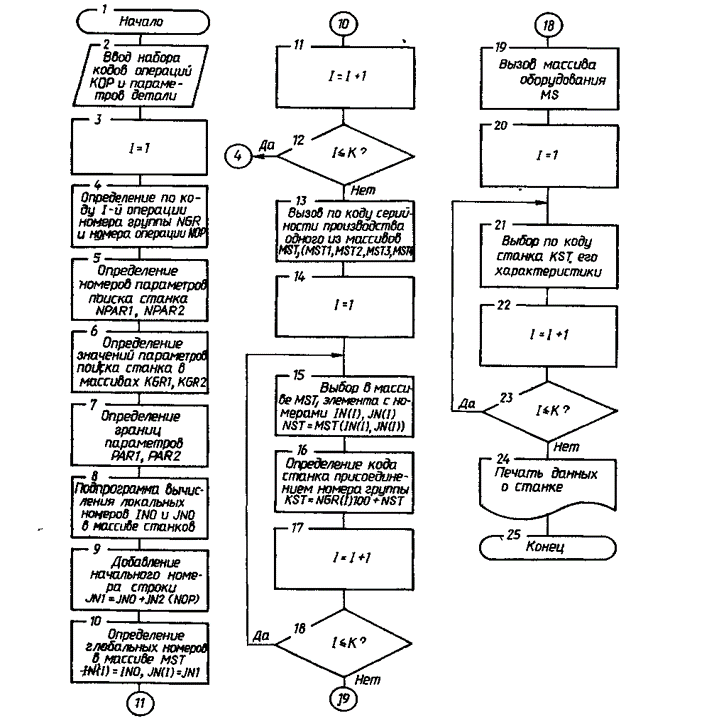
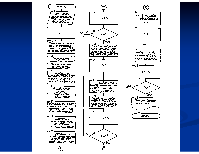
Оператор 2 - входные данные - сформированный набор кодов операций (КОР) на этапе синтеза технологического маршрута, данные о серийности производства и параметры детали. Выбор кода станка последовательно производится для каждой I-й операции (от 1-й до К-й). Для этого в операторе 4 предусмотрено предварительное определение номера группы NGR и номера операции NOP. При этом NGR определяет тип операции, а NOP - положение конкретной операции в обобщенном маршруте.
Оператор 5 по NOP и NGR обеспечивает выбор параметров (согласно табл
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.