Лабораторная работа №6
Тема: Проектирование элементов САПР механической обработки.
Цель работы: Изучить алгоритмы проектирования элементов САПР ТП механической обработки и составить технологический процесс обработки детали.
Алгоритм расчёта припусков и межоперационных размеров интегрально-аналитическим методом.
Сформируем маршрут обработки поверхности 2:
токарная черновая (101), токарная получистовая (102), токарная чистовая (103), тонкая (106).
![]()
![]()
Рассчитаем припуски для этой поверхности, начиная с последней операции:
|
№ пов |
I |
Dmin |
Dmax |
δдет |
Zmin |
δi |
|
2 |
4 |
69,981 |
70.055 |
0.074 |
0,128 |
0.074 |
|
2 |
3 |
70.183 |
70,303 |
0.074 |
0.329 |
0,12 |
|
2 |
2 |
70,632 |
70,932 |
0.074 |
1,1967 |
0,3 |
|
2 |
1 |
72,1287 |
72,8687 |
0.074 |
0,318 |
0,74 |
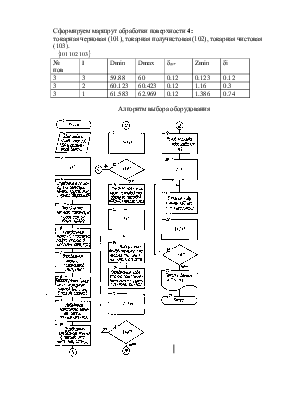
Сформируем маршрут обработки поверхности 4:
токарная черновая (101), токарная получистовая (102), токарная чистовая (103).
![]()
![]()
|
|
I |
Dmin |
Dmax |
δдет |
Zmin |
δi |
|
3 |
3 |
59.88 |
60 |
0.12 |
0.123 |
0.12 |
|
3 |
2 |
60.123 |
60.423 |
0.12 |
1.16 |
0.3 |
|
3 |
1 |
61.583 |
62.969 |
0.12 |
1.386 |
0.74 |
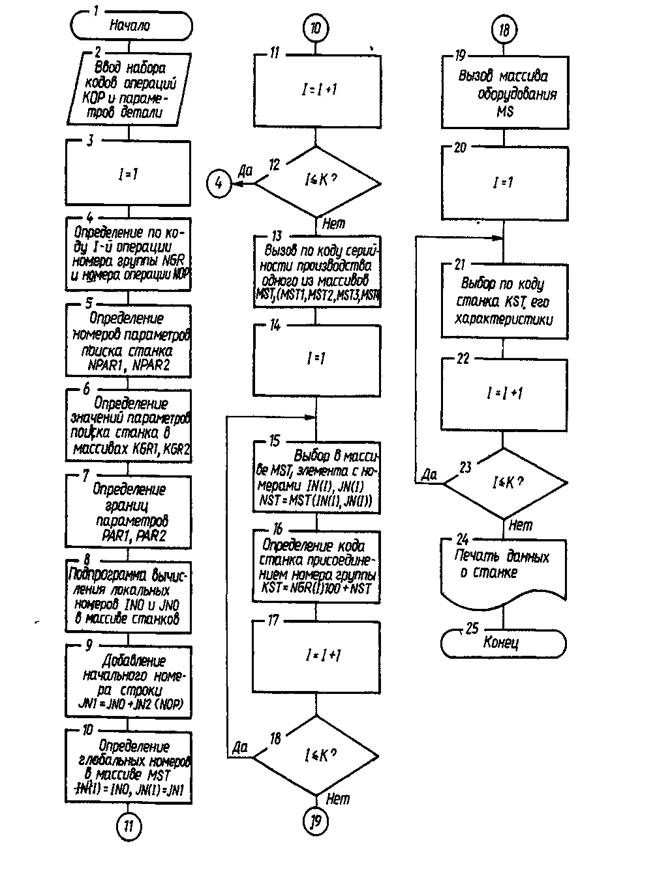
Алгоритм выбора оборудования
|
|
1. Входные данные:
Технологический
маршрут: ![]()
Dmax= 72,8687 (наибольший диаметр заготовки)
Lз=92 (длина заготовки + 2 мм)
S=3 (серийность: среднесерийное производство)
2.
I=1 КОД 101
NGR=1 NOP=01
NPAR1=1 NPAR2=2
KGR1=72,8687 KGR2=92
PAR1=60..90 PAR2=0..150
IN(I)=3 JN(I)=1
3.
I=2 КОД 102
NGR=1 NOP=02
NPAR1=1 NPAR2=2
KGR1=72,8687 KGR2=92
PAR1=60..90 PAR2=0..150
IN(I)=3 JN(I)=1
4.
I=3 КОД 103
NGR=1 NOP=03
NPAR1=1 NPAR2=2
KGR1=72,8687 KGR2=92
PAR1=60..90 PAR2=0..150
IN(I)=3 JN(I)=1
5.
I=4 КОД 106
NGR=1 NOP=04
NPAR1=1 NPAR2=2
KGR1=72,8687 KGR2=92
PAR1=60..90 PAR2=0..150
IN(I)=3 JN(I)=1
Так как номера IN(I) и JN(I) для всех операций равны 3 и 1, то определим MSTJ аналогично для всех операций MST4 .
NST=06
KST=NGR+NST=1+06=106
Открываем массив MS по коду KST=106, определяем модель станка и его технические характеристики: станок - 1Б290-6К.
|
Наибольший диаметр обработки, мм |
Наибольшая длина обработки, мм |
Наибольшая подача |
Мощность двигателя, КВт |
Габаритные размеры |
Масса, кг |
|
100 |
250 |
3,2 |
30-40 |
7945х2465х2425 |
22000 |
|
Диаметр D, мм |
Длина L, мм До 150 |
|
|
Код станка |
серийность |
|
|
60-90 |
01 02 03 06 |
1 2 3 4 |
Алгоритм выбора схемы установки детали
Для выбора способа установки определим жесткость детали:
L/dср=90/60.3=1.49
Так как 1.49≤2.2 и D=70>65, то из таблицы выбора установочно-зажимного приспособления для токарных станков определяем схему установки «в патроне»: Патрон 250.
Табл. 5.15 Таблица выбора установочно-зажимных приспособлений для токарных станков
|
Схема установки детали |
Модель станка |
|||
1А616 |
1К62 |
163 |
… |
|
|
В патроне |
Патрон 250 |
Патрон 250 |
Патрон 400 |
… |
|
В патроне с задним центром |
Патрон 250, центр 4 |
Патрон 250, центр 5 |
Патрон 400, центр 5 |
… |
|
В патроне и люнете |
Патрон 250, люнет |
Патрон 250, люнет |
Патрон 400, люнет |
… |
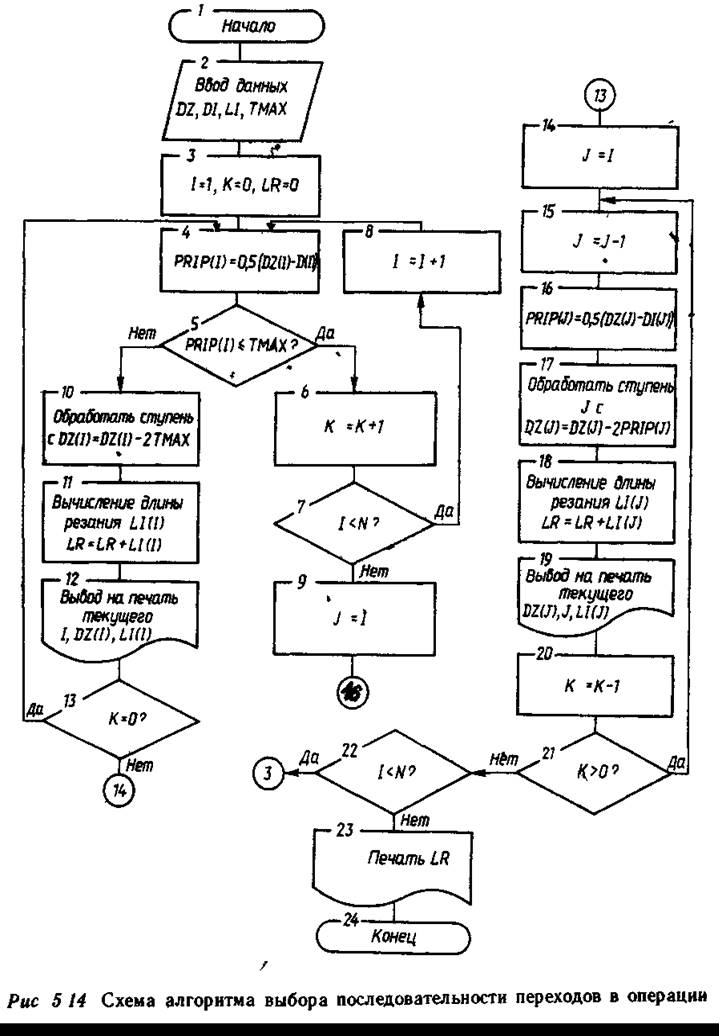
Алгоритм выбора количества и последовательности переходов в операции
Для выбора последовательность переходов в операции протестируем алгоритм 5 14:
Для поверхности 2:
Входные данные:
Dz =72,8687
Di=72,1287
L=90
Tmax=0.5
I=1
PRIP(I)=0.5*(72,8687-72,1287)=0,37
0,37<0.5
Dz =72.8687-2*0.5=71.8687
LR=90+90=180
Объединим результаты в таблицу:
|
I |
Dz(I) |
LR(I) |
|
1 |
72.8687 |
90 |
|
2 |
71.8687 |
180 |
Для поверхности 4:
Входные данные:
Dz =62.969
Di=61.583
L=45
Tmax=0.5
I=1
PRIP(I)=0.5*(62.969-61.583)=0.693
0.693>0.5
Dz =62.969-2*0.5=61.969
LR=90
PRIP(I)=0.5*(61.969-61.583)=0.193
0.193<0.5
Dz(J) =61.969-2*0.5=60.969
LR=135
Объединим результаты в таблицу:
|
I |
Dz(I) |
LR(I) |
|
1 |
62.969 |
45 |
|
2 |
61.969 |
90 |
|
3 |
60.969 |
135 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.