









Также режущий инструмент должен быть размещен отдельно от остального инструмента, в деревянных коробках и на деревянных подкладках, во избежание повреждения режущих кромок инструмента. Контрольный инструмент также должен быть размещен отдельно, разложен по частоте использования. Редко используемый мерительный инструмент следует смазывать консервационной смазкой после использования, для предотвращения коррозии. На рабочем месте должна быть деревянная решетка для защиты ног рабочего от стружки и сырости. Каждое рабочее место оснащается индивидуальным освещением, обеспечивающим нормальную освещенность рабочей зоны.
 Организация рабочего места зависит от
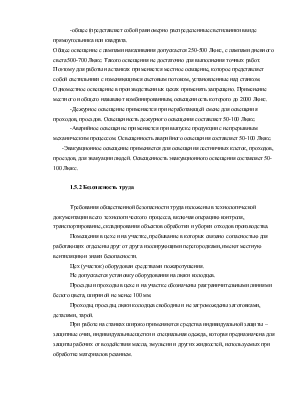
характера выполняемых работ. Тем не менее, можно рекомендовать типовую схему:
Организация рабочего места зависит от
характера выполняемых работ. Тем не менее, можно рекомендовать типовую схему:
 |
![]()
1- инструментальная тумбочка
2- тара для заготовок
3- тара для готовых деталей
4- деревянная решетка
5- рабочий
6- станок
Рисунок 2 − Типовая схема организации рабочего места
Для безопасности эвакуации людей, имеются более двух выходов наружу. Двери, предназначенные для эвакуации, легко открываются в стороны выхода из здания.
На участке оборудовано место для курения с металлическим урнами.
2.8 Эскиз заготовки с указанием установочных и зажимных элементов условными обозначениями
2.9 Теоретическая схема базирования
Точка 6-опорная база .
Точки 1,2,3,4- двойная направляющая база
Точка 5- опорная база
Опорная база – база, лишающая заготовку или изделие одной степени свободы – перемещение вдоль одной координатной оси или поворота вокруг оси.
Двойная направляющая база – база, лишающая заготовку или изделие четырех степеней свободы – перемещение вдоль двух координатный осей и поворота вокруг этих осей
2.10 Основные правила ТБ при выполнении данной работы
· Надежно закрепить инструмент, приспособление и заготовку
· Не пользоваться неисправным или значительно изношенным приспособлением и ключами
· На рабочем станке не производить установку и снятия заготовки и инструмента
· Для защиты глаз от стружки работать в очках или пользоваться защитным экраном
· Не открывать дверки и крышки электрошкафа, не производить какую-либо регулировку аппаратуры
· Стружку удалять со станка только специальными крючками или щеткой
· При обработке детали применять режимы и указания согласно техпроцесса
· СОЖ не должна разбрызгиваться на пол, для чего необходимо произвести настройку подачи эмульсии при обработки детали
· Следить за своевременным удалением стружки с рабочего места и от станка
4 Материалы по подготовке к курсовому проектированию
4.1 Описание конструкции и служебного назначения детали, заданной для проектирования, и ее отдельных поверхностей
Деталь «Шестерня» КСН 0114603 входит в сборку комбайнов свеклоуборочных КСМ 010, КСМ06 в количестве 1 шт. на машину.
Основные поверхности:
Поверхность 2 входит в зацепление с шестерней редуктора КСН 0114000
Сфера 3 является посадочной для установки сферического подшипника.
Торец детали с одной стороны сопрягается с кольцом стопорным а с другой стороны с торцом опоры.
4.2 выбор и описание существующего на заводе способа получения заготовки
Прокат в заготовительном цеху разрезают на фрезерно-отрезных станках на заготовки нужной длины. Затем отправляют на термообработку – закалка улучшение с последующим отпуском улучшение.
4.3 базовый технологический процесс
Таблица4.1 – Базовый технологический процесс изготовления детали
|
Номер, наименование и содержание операций |
Эскиз обработки в полуконструктивном исполнении |
|
1 |
2 |
|
010 Автоматно-токарная (станок модели 1К282) 1.Подрезать торец 1 2 Подрезать торец 2 3Расточить отв.3 до Ø61(+0,5) 4 Точить фаску 4 5 Точить пов-ть 5 6Расточить отв.6 до Ø64(+0,5) 7 Точить фаску 7 8 Расточить отв.8 до Ø66 H12(+0,3) 020Токарная с ЧПУ (станок модели 16К20Ф3) 1 Подрезать торец 2 2 Точить фаску 1 3 Расточить сферу 3 с расточкой отв.4 предварит. Ø72+0,5 4Расточить отв.6 030Зубофрезерная (станок модели 5В312) 1 Фрезеровать зубья 1 040Спец. зубообрабатывающая (станок модели 5Б525) 1 Шлифовать загусенцы пот контуру зубьев. 050 Зубошевенговальная (станок модели 5А702) 1Шевенговать зубья 1 060 Спец. фрезерная (станок модели ЛФ323) 1Фрезеровать поверхность 1 080 Зубообкатывающая (станок модели 5А725) 1Установить ось шпинделя тормозной бабки на одну высоту с осью ведущей бабки 2Смазать маслом эталонную шестерню. 3 Обкатать деталь с эталонной шестерней. 120Спец. шлифовальная (станок модели ЛЗ191А) 1Шлифовать п-ть 1 |
Недостатком базового ТП является низкая степень механизации, для её повышения необходимо заменить универсальное оборудование на станки с ЧПУ. Проанализировав заводской ТП вношу изменения:
Заменить токарно-автоматную операцию на токарную с ЧПУ;1К282на 16К20Ф
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.