производства определяется по коэффициенту закрепления операций (КЗО). Предварительно на основе типового (базового) технологического процесса его можно определить по формуле:
![]() , (1.1)
, (1.1)
где Fд – действительный годовой фонд времени работы оборудования, час,
[6, с.22, таблица 2.1] - при двухсменном режиме работы; Fд =4029 ч;
N – годовой объём выпуска детали, шт.; N=1100 шт;
Тшт(шт.-к)ср – среднее штучно-калькуляционное (для серийного производства) время, мин.
kУ – коэффициент ужесточения заводских норм, kУ=0,7…1,0; kУ =0,8.
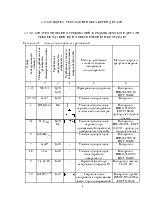
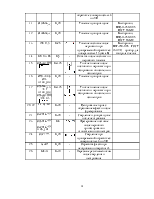
Расчёт выполним на основе данных таблицы 1.3.
Таблица 1.3 –Анализ операций механической обработки детали
|
Номер операции |
Код и наименование операции |
Модель станка |
Категория ремонтной сложности |
Мощность станка N,кВт |
Тшт(шт.-к), мин |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
010 |
4261 Вертикально-фрезерная |
6550 |
9 |
13 |
7,052 |
|
030 |
4269 Фрезерно-центровальная |
МР71 |
7 |
13 |
3,634 |
|
050 |
4233 Токарная с ЧПУ |
16К20Ф3 |
32 |
22 |
18,592 |
|
060 |
4233 Токарная с ЧПУ |
16К20Ф3 |
32 |
22 |
41,328 |
|
100 |
4233 Токарная с ЧПУ |
16К20Ф3 |
32 |
22 |
4,906 |
|
110 |
4131 Кругло-шлифовальная |
3М161 |
43,5 |
14 |
5,631 |
|
120 |
4131 Кругло-шлифовальная |
3М161 |
43,5 |
14 |
6,209 |
|
130 |
4145 Торце-шлифовальная |
3Т161Е |
25 |
13 |
3,259 |
|
140 |
4232 Сверлильная с ЧПУ |
2С150ПМФ4 |
35 |
15 |
24,86 |
|
150 |
4214 Вертикально-сверлильная |
2Н135 |
13,5 |
4 |
5,119 |
|
160 |
4114 Токарно-винторезная |
16К20 |
16,5 |
22 |
3,98 |
|
170 |
4214 Вертикально-сверлильная |
2Н135 |
13,5 |
4 |
14,69 |
|
180 |
4214 Вертикально-сверлильная |
2Н135 |
13,5 |
4 |
1,531 |
|
Итого |
140,791 |
||||
![]()
![]() (1,2)
(1,2)
![]()
Полученное значение ![]() по
ГОСТ 3.1108-74 соответствует среднесерийному типу производства.
по
ГОСТ 3.1108-74 соответствует среднесерийному типу производства.
Величина производственной партии (nд):
 , шт. (1.3)
, шт. (1.3)
где α – число дней, на которые необходимо иметь запас деталей: α=5 дн.
Фр.д. – число рабочих дней в году: Фр.д.=365-(104+8)=253 дн.
![]() шт.
шт.
Такт выпуска (t):
![]() мин. (1.4)
мин. (1.4)
![]() мин.
мин.
При среднесерийном типе производства изготавливают серию деталей (изделий) регулярно повторяющихся через определённый промежуток времени. Среднесерийный тип производства характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями и сравнительно большим объёмом выпуска, чем в единичном типе производства.
При среднесерийном производстве используются универсальные и специализированные станки, станки с ЧПУ, оснащенные как специальными, так и универсальными, и универсально – сборочными приспособлениями, что позволяет снизить трудоемкость и себестоимость изготовления изделия. В производстве ТП изготовления преимущественно дифференцирован, т.к. расчленен на отдельные самостоятельные операции, выполняемые на определённых станках.
Заготовкой служит поковка, которая широко использоваться в серийном типе производства.
Недостатком базового технологического процесса является применение трудно переналаживаемых универсальных станков с малой степенью механизации.
Базовый техпроцесс построен рационально и обеспечивает требуемую точность изготовления детали.
1.3 АНАЛИЗ ДЕТАЛИ НА ТЕХНОЛОГИЧНОСТЬ
Качественный анализ на технологичность
Заготовка детали «Ось» КЗК-10-1-0109602 представляет собой поковку ступенчатой цилиндрической формы из легированной стали 40Х ГОСТ 4543-71.
Заготовка достаточно технологична, допускает применение высокопроизводительных режимов обработки, имеет хорошие базовые поверхности для первоначальных операций и довольно проста по конструкции. Поверхности поковки могут быть обработаны на легко переналаживаемых станках с ЧПУ. С точки зрения точности и чистоты, поверхности не представляют значительных технологических трудностей, имеет свободный доступ ко всем обрабатываемым участкам, припуски снимаются равномерно в процессе обработки. С точки зрения механообработки заготовка имеет следующие недостатки: сложная форма детали может вызвать торцевое биение на поверхностях 4, 8 и радиальное на поверхности 6.
Количественный анализ на технологичность
Количественный анализ на технологичность заключается в расчете коэффициента унификации конструктивных элементов (КУ) и коэффициента использования материала (КИМ).
Для расчета Ку следует провести отработку элементов детали на унифицированность.
Таблица 1.4 – Отработка элементов детали на соответствие стандартам.
|
Номер элемента |
Выдерживаемые размеры |
Стандарт на элемент |
|
1,21 |
196±0,5 |
- |
|
2 |
2х450 |
ГОСТ 10549-80 |
|
3 |
|
- |
|
1,4 |
|
- |
|
5 |
2х450 |
ГОСТ 10549-80 |
|
6 |
|
- |
|
7 |
1,6х450 |
ГОСТ 10549-80 |
|
4,8 |
|
ГОСТ 6636-69* |
|
9 |
1,6±0,1×30˚ |
ГОСТ 6636-69*, ГОСТ 8908-81 |
|
10 |
|
ГОСТ 6636-69* |
|
11 |
|
- |
|
12 |
|
ГОСТ 6636-66*, ГОСТ 6636-69* |
|
4,13 |
26±0,3 |
ГОСТ 6636-69* |
|
14 |
R8 |
ГОСТ 8870-69* |
|
15 |
|
ГОСТ 6636-69*, ГОСТ 6636-69* |
|
16 |
|
ГОСТ 6636-69*, ГОСТ 6636-69* |
|
17 |
|
ГОСТ 6636-69*, ГОСТ 6636-69*, ГОСТ 6636-69*, - |
Окончание таблицы 1.4.
|
18 |
|
ГОСТ 6636-69* |
||||
|
19 |
|
ГОСТ 6636-69* |
||||
|
20 |
2х450 |
ГОСТ 10549-80 |
||||
|
13.21 |
158±0.5 |
- |
||||
|
22 |
2.0±0,1×30˚ |
ГОСТ 6636-69*, ГОСТ 8908-81 |
||||
|
23 |
|
ГОСТ 6636-69* |
||||
|
24 |
2.0±0,1×30˚ |
ГОСТ 6636-69*, ГОСТ 8908-81 |
||||
|
25 |
|
ГОСТ 6636-69*, ГОСТ 6636-69* |
||||
|
28 |
|
- , ГОСТ 6636-69* |
||||
|
26 |
1,6х450 |
ГОСТ 10549-80 |
||||
|
27 |
М8-7Н×15 |
ГОСТ 19257-73, ГОСТ 6636-69* |
||||
 (1.5)
(1.5)
где QУ.Э. – число конструктивных элементов детали, которые выполнены по стандартам.
QОбЩ. – число всех конструктивных элементов детали.
![]()
Коэффициент использования материала рассчитывается по формуле:
![]() (1.6)
(1.6)
где тД – масса детали, кг;
Н.расх – норма расхода материала: Н.расх =21,54 кг.
![]()
Таблица 2.1 – Анализ технических требований
|
Номер конструктивного элемента |
Размеры и требования к их размерной и геометрической точности |
Требования к шероховатости поверхности |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности: способы базирования и виды обработки |
Методы контроля и средства измерения |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1/21 |
196±0,5 |
Ra20/ Ra20 |
- |
Фрезерование однократное |
Выборочно, ШЦ-lll-400-0.05 ГОСТ 166-89 |
|
2, 5, 20 |
2х450 |
Ra20 |
- |
Точение однопроходное |
Визуально |
|
3 |
|
Ra5 |
|
Точение чистовое после чернового при базировании относительно оси центров |
Выборочно, ШЦ-ll-250-0.05 ГОСТ 166-89, прибор для контроля биения |
|
1/4 |
|
Ra20/ Ra5 |
|
Точение чистовое после чернового при одновременной обработке с поверхностью 3 (база В) |
Выборочно, ШГ-160-0.05 ГОСТ 162-90, прибор для контроля биения |
|
6 |
|
- |
Точение однопроходное |
Выборочно, ШЦ-lll-400-0.05 ГОСТ 166-89 |
|
|
7 |
1,6х450 |
Ra20 |
- |
Точение однопроходное |
Визуально |
|
4.8 |
22-0.4 |
Ra20 |
- |
Точение однопроходное после обработки поверхности 4 |
Выборочно, ШЦ-ll-250-0.05 ГОСТ 166-89 |
|
9 |
1,6±0,1×30˚ |
Ra20 |
- |
Обработка фаски при центровании отверстия 10 |
Выборочно, шаблон 1,6±0,1×30˚ |
|
10 |
|
Ra10 |
|
Сверление после центрования с образованием фаски 9 при одновременной обработке с поверхностью 3 по УП |
Выборочно, пробка
|
|
11 |
|
Ra20 |
- |
Точение однопроходное |
Выборочно, ШЦ-ll-250-0.05 ГОСТ 166-89 |
|
12 |
|
Ra20 |
- |
Точение однопроходное |
Выборочно, ШЦ-ll-250-0.05 ГОСТ 166-89 |
|
13 |
158±0,5 |
Ra2,5 |
|
Точение чистовое после чернового при одновременной обработке с поверхностью 15 (база В) |
Выборочно, ШГ-250-0.05 ГОСТ 162-90, прибор для контроля биения |
|
14 |
R8; 0,3; R5 |
Ra5 |
- |
Обкатка после чистового и чернового точения |
|
|
15 |
|
Ra1,25 |
|
Тонкое точение после чистового и чернового при базировании относительно оси центров |
|
|
16 |
Ø85×70±0,3/Ø55 |
Ra20 |
- |
Точение однопроходное |
|
|
17 |
|
Ra1,25 |
|
Тонкое точение после чистового и чернового при базировании |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.