Автоматизация проектирования технологических процессов на основе использования типовых решений
-
Выбор класса и группы деталей
-
При разработке автоматизированной системы проектирования типовых технологических маршрутов вначале необходимо определить группу (тип) деталей, наиболее распространенных на предприятии.
-
При выделении группы деталей следует пользоваться «Классификатором промышленной и сельскохозяйственной продукции».
-
Деление деталей на классификационные группы осуществляется на основе классификационных признаков, представляющих собой свойства деталей, наиболее существенные для решения поставленных задач, например для проектирования технологических маршрутов.
-
В качестве классификационных признаков для деталей общемашиностроительного применения приняты следующие характеристики:
-
Геометрическая форма детали;
-
Конструктивная характеристика отдельных элементов детали;
-
Взаимное расположение элементов детали;
-
Параметрический признак;
-
Наименование детали и ее функция.
-
Геометрическая форма детали является наиболее объективным и стабильным признаком при ее описании. Она характеризует непосредственно деталь независимо от ее функции.
-
Важным показателем для решения технологических задач является параметрический признак. При разделении деталей «тела вращения» в зависимости от отношений длины L к диаметру D выделяются «длинные» (валы, оси, стержни) и «короткие» (диски, кольца, фланцы и др.) детали.
-
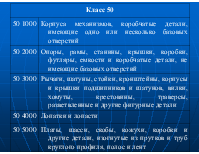
Все многообразие деталей общемашиностроительного применения может быть разделено на 2 класса: класс 40 «Детали – тела вращения», класс 50 – «Детали, кроме тел вращения».
-
Каждый класс последовательно делится на подклассы, группы, подгруппы и виды и обозначается на указанных четырех уровнях цифровыми знаками от 1 до 9.
-
Наиболее целесообразным является объединение деталей в типовые группы на уровне подклассов (табл.6).
-
Принципы типизации технологических маршрутов
-
Типизация технологического проектирования предусматривает создание для некоторой группы изделий с общими конструктивными и технологическими признаками определённых схем, характеризуемых единством содержания и последовательности большинства технологических операций и переходов. Типовой техпроцесс учитывает способ получения заготовки, методы механической и термической обработки, их последовательность, выбор оборудования и т.д.
-
Важной задачей является разработка обобщённого маршрутного описания технологического процесса (обобщённого маршрута), включающего все технологические операции для изготовления деталей рассматриваемого класса.
-
Эти операции, называемые обобщёнными, характризуются едиными алгоритмами проектирования и вводятся в качестве возможных готовых вариантов решений. Обобщённые операции разрабатываются при создании САПР ТП с целью упрощения алгоритмов и сокращения числа решаемых задач при проектировании.
-
Обобщённый маршрут получается в результате объединения нескольких маршрутов обработки деталей, входящих в рассматриваемый класс. Чем больше использовано частных маршрутов обработки, тем более полным является обобщённый маршрут и тем эффективнее ведётся автоматизированное проектирование типового технологического маршрута на конкретную деталь.
-
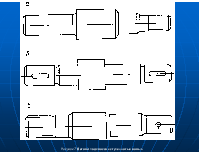
Рассмотрим пример формирования обобщённого маршрута изготовления трёх ступенчатых валов (рис. 7).
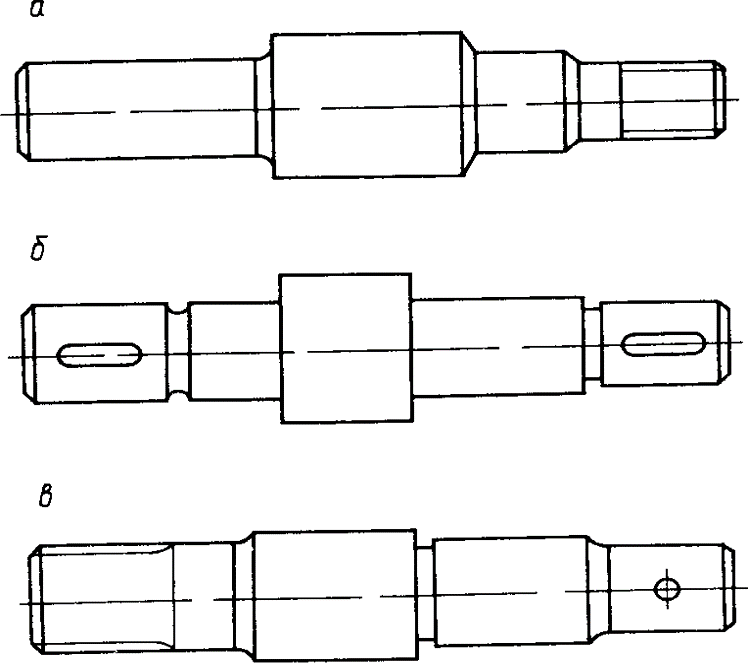
Рисунок 7 Детали подкласса «ступенчатые валы»
-
Технологические маршруты изготовления обозначим М1 , М2, М3, тогда операции, входящие в эти маршруты, соответственно обозначаются О1j, О2j, О3j.
-
Пусть все три детали имеют длину в диапазоне 150 – 500 мм, точность основных рабочих поверхностей – 7 – 8-го квалитета, а шероховатость – до Ra=0.32 мкм. Кроме того, для детали (рис. в) по заданной твёрдости одной из рабочих поверхностей требуется термообработка – закалка ТВЧ. В рассматриваемых маршрутах имеются операции Оij, одинаковые по назначению и содержанию. Такими операциями являются: фрезерно-центровальная О11, О21, О31, токарная черновая О12, О22, О32 и др.
-
В то же время некоторые операции присущи только определённым деталям: для вала
-
(рис. а) – это операция «резьбонарезная» О14; для вала (рис. б) – операция «фрезерование пазов» О24, для вала (рис. в) – операции «фрезерование шлицев» О34 и сверлильная О35.
-
Для удобства формирования обобщённого маршрута целесообразно анализируемые техпроцессы представить в виде схемы, в которой одинаковые по назначению и содержанию операции располагаются на одном уровне. Затем один из маршрутов, например, М1, принимается за базовый и дополняется операциями, отсутствующими в этом маршруте. Так, при объединении маршрутов М1 и М2 дополнительно в базовый