2 РАЗРАБОТКА ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛИ
2.1 Анализ технических требований на изготовление детали
Рекомендации по их обеспечению и контролю
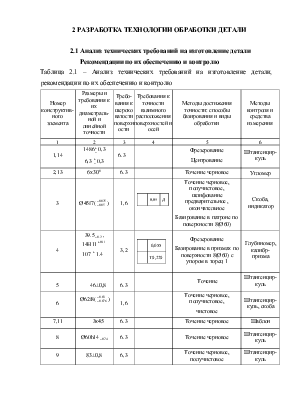
Таблица 2.1 – Анализ технических требований на изготовление детали, рекомендации по их обеспечению и контролю
|
Номер конструктив-ного элемента |
Размеры и требования к их диаметраль-ной и линейной точности |
Требо-вания к шероховатости поверхности |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности: способы базирования и виды обработки |
Методы контроля и средства измерения |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
||||
|
1,14 |
1486 6,3 |
6.3 |
− |
Фрезерование Центрование |
Штангенцир-куль |
||||
|
2,13 |
6х30 |
6.3 |
− |
Точение черновое |
Угломер |
||||
|
3 |
Ø45f7( |
1,6 |
|
Точение черновое, получистовое, шлифование предварительное , окончательное Базирование в патроне по поверхности 8(Ø60) |
Скоба, индикатор |
||||
|
4 |
39.5 107 |
3,2 |
|
Фрезерование Базирование в призмах по поверхности 8(Ø60) с упором в торец 1 |
Глубиномер, калибр-призма |
||||
|
5 |
46±0,8 |
6.3 |
− |
Точение |
Штангенцир-куль |
||||
|
6 |
Ø62f8( |
1,6 |
− |
Точение черновое, получистовое, чистовое |
Штангенцир-куль, скоба |
||||
|
7,11 |
3х45 |
6.3 |
− |
Точение черновое |
Шаблон |
||||
|
8 |
Ø60h14 |
6.3 |
− |
Точение черновое |
Штангенцир-куль |
||||
|
9 |
83±0,8 |
6,3 |
− |
Точение черновое, получистовое |
Штангенцир-куль |
Продолжение таблицы 2.1
|
1 |
2 |
3 |
4 |
5 |
6 |
||||
|
10 |
Ø51,6h11 |
1,6 |
− |
Точение черновое, получистовое, шлифование |
Штангенцир-куль, скоба |
||||
|
12 |
Ø45h14 |
6.3 |
− |
Точение |
Штангенцир-куль |
||||
|
15 |
Ø52х2х10d |
1,6 |
|
Точение черновое, получистовое, шлифование, шлицефрезерование Базирование в хомутике по поверхности 8(Ø60) |
Калибр-кольцо |
||||
|
16 |
Ø45х2,5х10d |
1,6 |
|
Точение черновое, получистовое, шлифование, шлицефрезерование Базирование в хомутике по поверхности 8(Ø60) |
Калибр-кольцо |
||||
|
17,21 |
4,3±0,5 |
6.3 |
− |
Точение черновое |
Угломер |
||||
|
18,22 |
15 |
6.3 |
− |
Сверление |
Штангенцир-куль |
||||
|
19,24 |
12,43 |
6.3 |
− |
Сверление |
Штангенцир-куль |
||||
|
20,23 |
M14х1,5-6Н |
1,6 |
− |
Нарезание резьбы |
Штангенцир-куль, кольцо резьбовое |
||||
|
25 |
Ø45js6(±0,008) |
1,6 |
|
Точение черновое, получистовое, шлифование Базирование в патроне по поверхности 8(Ø60) (точение) Базирование в центрах (шлифование) |
Скоба |
||||
|
26 |
Ø45h10 |
6,3 |
|
Точение черновое, получистовое, шлифование Базирование в патроне по поверхности 8(Ø60) (точение) Базирование в центрах (шлифование) |
Штангенцир-куль, скоба |
Окончание таблицы 2.1
|
1 |
2 |
3 |
4 |
5 |
6 |
||||
|
27 |
Ø45h6 |
1,6 |
|
Точение черновое, получистовое, шлифование предварительное , окончательное Базирование в патроне по поверхности 8(Ø60) (точение) Базирование в центрах (шлифование) |
Штангенцир-куль, скоба |
2.2 Выбор вида и обоснование метода получения заготовки
2.2.1 Описание метода получения заготовки
Заготовка «Вал»- КЗР1550601А изготовляется
на кривошипном горячештамповочном прессе (КГШП) из стали 25ХГТ путем штамповки
в закрытых штампах. Штамповка происходит следующим образом: вал полученный
прокатом подается в нагревательную печь, где нагревается до температуры t=550![]() 50
50![]() , затем происходит
отрезка на пресс ножницах заготовки требуемой длины, затем заготовка снова
нагревается в толкательной печи и подается на пресс КГШП, где с усилием 20кН
происходит предание заготовке требуемой конфигурации и формы. После штамповки
происходит обрезка и зачистка заусенцев, делается нормализационный отжиг и
дробеметная очистка. После очистки рихтовки и контроля поковку направляют в
механический цех для обработки. Применение штамповки в серийном производстве
достаточно выгодно, так как происходит экономия материала, а затраты на
изготовление штамповки компенсируется экономией электроэнергии при снятии
меньшего припуска при обработке, а также снижением времени на обработку детали.
, затем происходит
отрезка на пресс ножницах заготовки требуемой длины, затем заготовка снова
нагревается в толкательной печи и подается на пресс КГШП, где с усилием 20кН
происходит предание заготовке требуемой конфигурации и формы. После штамповки
происходит обрезка и зачистка заусенцев, делается нормализационный отжиг и
дробеметная очистка. После очистки рихтовки и контроля поковку направляют в
механический цех для обработки. Применение штамповки в серийном производстве
достаточно выгодно, так как происходит экономия материала, а затраты на
изготовление штамповки компенсируется экономией электроэнергии при снятии
меньшего припуска при обработке, а также снижением времени на обработку детали.
2.2.2 Определение припусков и допусков по стандартам. Расчет размеров и массы заготовки, коэффициента использования материала
Класс точности для закрытой штамповки –Т2 ГОСТ 7505-89
( стр.28 приложение 1)
Группа стали – М2 ГОСТ 7505-89 (стр.8 таблица 1)
Суммарная массовая доля легирующих элементов : 2,48% (0.25% C; 0,2% Si; 1.0% Mn; 0,03% Ti; 1,0% Сr )
Степень сложности – С1 ГОСТ 7505-89 ( стр.28 приложение 2)
![]() =
=![]()
![]()
![]()
где
![]() -коэффициент для
определения ориентировочной расчётной массы поковки
-коэффициент для
определения ориентировочной расчётной массы поковки ![]() =1,5
=1,5
![]() =32,1
=32,1![]() 1,5=48,15 кг
1,5=48,15 кг
![]() =
=![]() =0,66>0,63
следовательно, степень сложности С1
=0,66>0,63
следовательно, степень сложности С1
Исходный индекс -11 ГОСТ 7505-89 (стр.10 таблица 2)
Таблица 2.2−Назначение допусков и припусков на поковку
|
Номиналь- ный размер |
Шерохо- ватость обраб. пов. детали, мм |
Допуск на заг. с указанием предельных отклонений |
Основной припуск на сторону, мм |
Дополнительные припуски |
Расчет-ный припуск на сторону , мм |
||
|
Смещ. по поверхности разъемов штампов |
Изогнутость и др. отклонения формы |
Откланение меж-осевого расстояния |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1486 |
12,5 |
4,0 |
2,2 |
0,3 |
- |
- |
2,5 |
|
Ø45h6 |
1,6 |
2,0 |
1,8 |
0,3 |
0,8 |
- |
2,9 |
|
Ø45f7( |
1,6 |
2,0 |
1,8 |
0,3 |
0.8 |
- |
2,1 |
|
Ø45h10 |
6,3 |
2,0 |
1,6 |
0,3 |
0.8 |
- |
1,9 |
|
Ø62f8( |
1,6 |
2,0 |
1,6 |
0,3 |
0.8 |
- |
1,9 |
|
Ø60h14 |
12,5 |
2,0 |
1,3 |
0.3 |
0.8 |
- |
1,6 |
|
Ø51,6h11 |
1,6 |
2,0 |
1,6 |
0.3 |
0,8 |
- |
2,7 |
|
800 |
12,5 |
3,6 |
2,0 |
0.3 |
- |
- |
2,3 |
|
83 |
12,5 |
2,0 |
1,5 |
0.3 |
- |
- |
1,8 |
|
Ø45h14 |
12,5 |
2,0 |
1,3 |
0,3 |
0,8 |
- |
2,4 |
|
Ø45js6 |
1,6 |
2,0 |
1,8 |
0,3 |
0,8 |
- |
2,9 |
Таблица 2.3−Расчёт размеров заготовки
|
Размер, выдержи-ваемый при обработке заданной поверх-ности детали, мм |
Допуск на размер детали, мм |
Шерохо-ватость обрабаты-ваемой поверх-ности, Ra, мм |
Допуск на размеры заготовки, мм |
Расчётный припуск, мм |
Размер заготовки (расчёт), мм |
Исполнительный размер заготовки с допуском, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1486 |
1,6 |
12,5 |
4,0 |
2,5 |
1486+(2×2,5)=1491 |
1491 |
|
Ø45h6 |
0,016 |
1,6 |
2,0 |
2,9 |
45+(2,9×2)=50,8 |
50 |
|
Ø45f7( |
0,025 |
1,6 |
2,0 |
2,1 |
45+(2,1×2)=49,2 |
49 |
|
Ø45h10 |
0,1 |
6,3 |
2,0 |
1,9 |
45+(1,2×2)=47,4 |
48 |
|
Ø62f8( |
0,046 |
3.2 |
2,0 |
1,9 |
62+(1,9×2)=65,8 |
66.5 |
|
Ø60h14 |
0,74 |
12,5 |
2,0 |
1,6 |
60+(1,6×2)=63,2 |
63 |
|
Ø51,6h11 |
0,19 |
1,6 |
2,0 |
2,7 |
51,6+(2,7×2)=57 |
57 |
|
800 |
4 |
12,5 |
3,6 |
2,3 |
800+(2,3×2)=804,6 |
805 |
|
83 |
1,6 |
12,5 |
2,0 |
1,8 |
83+(1,8×2)=86,6 |
87 |
|
Ø45h14 |
0,74 |
12,5 |
2,0 |
2,4 |
45+(2×2,4)=49,8 |
50 |
|
Ø45js6 |
0,016 |
1,6 |
2,0 |
2,9 |
45+(2×2,9)=50,8 |
48 |
Расчет массы спроектированной заготовки:
mз=mд+mотх.мех.обр., (2.1)
где mотх.мех.обр – масса удаляемого в процессе механической обработки слоя металла, кг.
mотх.мех.обр =Vотх.![]() ρ,
кг (2.2)
ρ,
кг (2.2)
где Vотх. – суммарный объём удаляемых в процессе механической обработки фигур, мм3;
ρ - плотность материала заготовки, кг/мм3; ρ=7,2∙10-6 кг/мм2.
Размеры фигур устанавливаются на основе размеров обработки и табличных припусков.
Определение объема удаленных фигур:
![]() , (2.3)
, (2.3)
где Д – диаметр заготовки, мм;
l – длина заготовки, мм
![]() мм3
мм3
![]() мм3
мм3
![]() мм3
мм3
![]() мм3
мм3
![]() мм3
мм3
![]() мм3
мм3
![]() мм3
мм3
Vобщ= V1+V2+V3 +V4+ V5+V6+V7 (2.4)
Vобщ=87719+20096+36173+231732+38641+181316+14470=610147 мм3
mотх.мех.обр =610147∙ 7,2∙10-6=4.7 кг
mз=27.4+4.7=32.1 кг
Коэффициент использования заготовки:
![]() (2.5)
(2.5)
где mЗ – масса рассчитанной заготовки, кг;
![]()
Пересчитанный коэффициент использования материала:
![]() ,
(2.6)
,
(2.6)
где Нрасх – пересчитанная норма расхода материала, кг (см. п.1.3, формула 1.6)
Нрасх=32.1+32.1∙0,1=35.31 кг
![]()
КИМ получился больше в проектном варианте, чем в базовом, следовательно, данная заготовка может быть принята в проекте.
2.3 Разработка проектного технологического процесса
2.3.1 Анализ базового технологического процесса и составление
последовательности обработки для проектируемого техпроцесса
010 Фрезерно-центровальная (cтанок модели КЛ175)
1 Фрезеровать торцы 1,14 одновременно
2 Сверлить два центровых отверстия одновременно
020 Токарно-винторезная (cтанок модели 16К40)
1 Точить наружную цилиндрическую поверхность 6
2 Точить наружную цилиндрическую поверхность 3 , фаску 2
2 Точить конусную поверхность 5
030 Токарно-винторезная (cтанок модели 16К40)
1 Точить наружную цилиндрическую поверхность 8 , фаску 7
2 Точить наружную цилиндрическую поверхность 10
3 Точить наружную цилиндрическую поверхность 12 , фаску 13
4 Точить наружную цилиндрическую поверхность 25 , фаску 11
040 Шлифовальная с ЧПУ (cтанок модели 3М151Ф2)
1 Шлифовать наружную цилиндрическую поверхность 12
2 Шлифовать наружную цилиндрическую поверхность 10
050 Шлифовальная с ЧПУ (cтанок модели 3М151Ф2)
1 Шлифовать наружную цилиндрическую поверхность 3
2 Шлифовать наружную цилиндрическую поверхность 6
060 Шлицефрезерная (cтанок модели 5Б352)
1 Фрезеровать на поверхности 10 шлицы 15
070 Шлицефрезерная (cтанок модели 5Б352)
1 Фрезеровать на поверхности 12 шлицы 16
080 Слесарная
090 Шпоночно-фрезерная (cтанок модели 692Р)
1 Фрезеровать шпоночный паз 4
100 Контроль
110 Термообработка
120 Круглошлифовальная (cтанок модели 3М174)
1 Шлифовать наружную цилиндрическую поверхность 3
130 Круглошлифовальная (cтанок модели 3М174)
1 Шлифовать наружную цилиндрическую поверхность 12
140 Токарно-винторезная (cтанок модели 16К40)
1 Сверлить отверстие 24
2 Сверлить отверстие 22
3 Точить фаску 21
4 Нарезать резьбу 23
150 Токарно-винторезная (cтанок модели 16К40)
1 Сверлить отверстие 19
2 Сверлить отверстие 17
3 Точить фаску 18
4 Нарезать резьбу 20
160 Контроль
В соответствии с типом производства предлагается заменить токарно-винторезные операции 020-030 на токарные с ЧПУ, что позволит сократить время на изготовление детали и повысит производительность труда.
Проектный Т.П. представлен в комплекте документов.
2.3.2 Выбор и обоснование технологических баз
На первой операции в качестве черновой базы используется наружная необработанная поверхность, образующая двойную направляющую базу, и один из торцов, образующий базу опорную. Деталь устанавливается в самоцентрирующие призмы, что обеспечивает Eб=0 при центровании торцов.
На операциях токарных и шлифовальных, а также при обработке шлицев деталь базируется по центровым гнездам, образуется двойная направляющая база, а с упором в торец, образуется опорная база. Установка производится в центрах с передачей вращения поводками или хомутиками.
При обработке шпоночного паза базирование выполняется
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.