







Новосибирский государственный
технический университет
ТМ-83 1201
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РФ
НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ
ТЕХНИЧЕСКИЙ УНИВЕРСИИТЕТ
КАФЕДРА ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ МАШИН
к курсовой работе по оборудованию машиностроительного производства.
Автор проекта С.В.
Специальность 1201 (технология машиностроения)
Обозначение проекта КР – 200183 – 02 – 0
Группа ТМ-83
Руководитель проекта
Проект защищен
Члены комиссии
Новосибирск 2001г.
Стр.
Задание на курсовую работу 4
1. Общая характеристика станка
1.1. Основные методы нарезания 5
1.2. Основные технические данные станка 5
2. Обрабатываемая деталь 6
3. Подбор инструмента и режимов резания 6
4. Структурно – кинематический анализ станка
4.1. Выявление элементарных движений 7
4.2. Выявление исполнительных движений, необходимых для обработки поверхности 7
4.3. Настройка параметров исполнительных движений 8
5. Список литературы 11
Задание на курсовую работу.
Провести структурно-кинематический анализ зуборезного полуавтоматического станка модели 5С280П на примере нарезания конического зубчатого колеса с круглым зубом.
Этапы решения поставленной задачи:
1. Общая характеристика станка.
2. Обрабатываемая деталь (размеры, материал).
3. Подбор инструмента и режимов обработки.
4. Структурно-кинематический анализ станка.
1. Общая характеристика станка
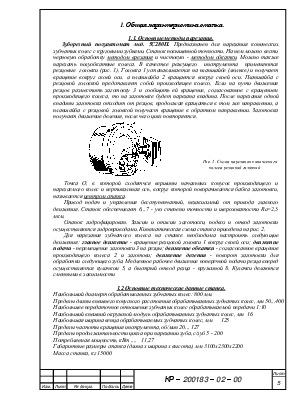
1.1. Основные методы нарезания.
|
Рис. 1. Схема нарезания конического колеса резцовой головкой |
Привод подач и управления бесступенчатый, независимый от привода главного движения. Станок обеспечивает 6...7 - ую степени точности и шероховатости Ra=2,5 мкм.
Станок гидрофицирован. Зажим и отжим заготовки, подвоз и отвод заготовки осуществляются гидроприводами. Кинематическая схема станка приведена на рис. 2.
Для нарезания зубчатого колеса на станке необходима настроить следующие движения: главное движение - вращение резцовой головки 1 вокруг своей оси; движение подачи - перемещение заготовки 3 на резцы; движение обкатки - согласованное вращение производящего колеса 2 и заготови;движение деления - поворот заготовки для обработкиследующегозуба. Медленное рабочее движение поперечной подачи резца вперед осуществляется кулачком 5, а быстрый отвод резца - пружиной 8. Кулачки делаются сменными в зависимости
1.2 Основные технические данные станка.
Наибольший диамерт обрабатываемых зубчатых колес: 800 мм.
Пределы длины внешнего конусного расстояния обрабатываемых зубчатых колес, мм 50...400
Наибольшее передаточное отношение зубчатых колес обрабатываемой передачи 1:10
Наибольший внешний окружной модуль обрабатываемых зубчатых колес, мм 16
Наибольшая ширина венца обрабатываемых зубчатых колес, мм 125
Пределы частоты вращения инструмента, об/мин 20... 127
Пределы продолжительности цикла при нарезании зуба, с/зуб 5 - 200
Потребляемая мощность, кВт .... 11,27
Габаритные размеры станка (длина x ширина x высота),мм3100x2300x2200
Масса станка, кг 15000
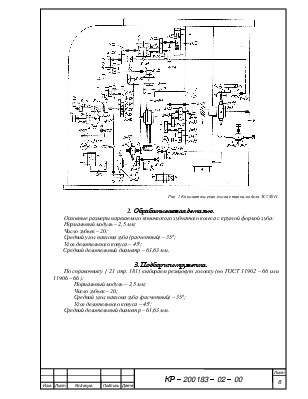
2. Обрабатываемая деталью.
Основные размеры нарезаемого конического зубчатого колеса с круглой формой зуба:
Нормальный модуль – 2,5 мм;
Число зубьев – 20;
Средний угол наклона зуба (расчетный) – 350;
Угол делительного конуса – 450;
Средний делительный диаметр – 61,63 мм.
3. Подбор инструмента.
По справочнику [ 21 стр. 181] выбираем резецовую головку (по ГОСТ 11902 – 66 или 11906 – 66 ):
Нормальный модуль – 2,5 мм;
Число зубьев – 20;
Средний угол наклона зуба (расчетный) – 350;
Угол делительного конуса – 450;
Средний делительный диаметр – 61,63 мм.
Рис. 3 Структурно кинематическая схема станка 5С280П.
4.1. Выявляем элементарные движения.
В1 – вращение резцовой головки;
В2 – вращение люльки с резцовой головкой;
В3 –перемещение резцовой головки на люльки;
В4 – разворот бабки изделия;
П5 – перемещение заготовки параллельно оси вращения люльки;
В6 – вращение заготовки;
П7 – перемещение заготовки в зону обработки.
Из указанных элементарных движений образуются исполнительные:
- формообразующие движения резания Фv (В1) и подачи Фs (В2В6);
- движение деления Д (В6);
- движение врезания Вр (П5);
- установочные движения Уст (П3), Уст (В4), Уст (П7).
4.2. Выявляем исполнительные движения, необходимые для обработки заданной поверхности:
Цикл обработки может быть представлен следующим образом.
Предварительно движением П3 осуществляют перемещение резцовой головки на люльке на угол эксцентрика. Движением В4 заготовка устанавливается в исходное положение
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.