Низкая цена напайных твердосплавных пластин и возможность их многократной переточки (это единственные аргументы, приводимые в оправдание продолжающегося их широкого применения) мало убедительны, особенно при механической обработке колес с термомеханическими повреждениями на поверхности катания (ползуны, навары, выщербины, “белые пятна” и др.). В этих условиях износ и сколы режущих кромок напайных пластин достигают таких величин, что их переточка возможна не более одного или двух раз.
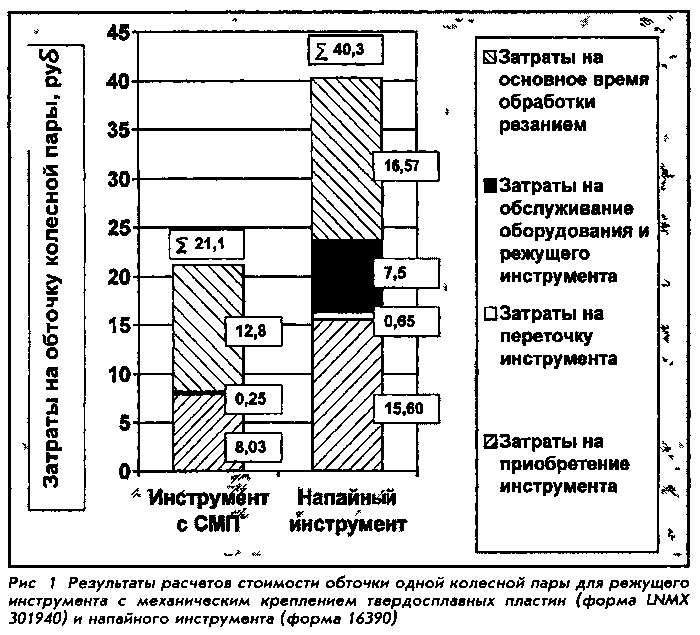
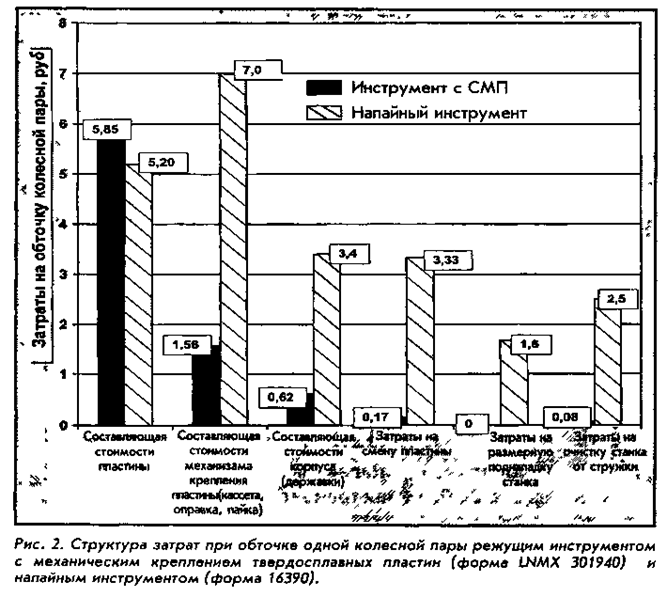
Расчеты, приведенные на рис.1 и 2, показывают, что внедрение режущего инструмента с механическим креплением твердосплавных пластин (вместо напайного инструмента) позволяет уменьшить общие затраты и время на обточку колесных пар до 50 %, увеличив при этом производительность обработки на 20 %. Получается, что общие расходы при работе с напайным инструментом в два раза больше, чем при использовании инструмента со сменными пластинами.
Производственные испытания на Московском локомотиворемонтном заводе (МЛРЗ), ВРЗ им. Войтовича, в вагонных депо Лосиноостровская, Люблино и ряде других предприятий доказали возможность практически полного восстановления ресурса изношенных сменных твердосплавных пластин наиболее распространенных форм и размеров. Перешлифовка вышедших из строя пластин на ремонтные размеры в условиях специализированных производств обеспечивает полное сохранение их эксплуатационных показателей (ранее они считались неподлежащими переточке).
На основании производственных испытаний и экспериментов с различными твердосплавными пластинами было установлено, что на сегодняшний день наиболее производительными и экономически эффективными для обточки профиля поверхности катания колесных пар являются твердосплавные пластины тангенциальной формы длиной 30 мм с боковым отверстием (см. таблицу) - стандартное обозначение LNMX 301940 (или LNUX 301940). Основные преимущества этих пластин по сравнению со сменными твердосплавными пластинами чашечных или призматических форм следующие:
• большая толщина (19 мм) и длина пластины (30 мм) обеспечивают наивысшую механическую прочность и максимальную эффективную длину режущей кромки (20 мм), что позволяет работать с глубинами резания до 19-22 мм при высоких ударных нагрузках;
• малый радиус при вершине пластины (4 мм) обеспечивает требуемую шероховатость поверхности при резании с подачей 1,8-2,0 мм/об с меньшими усилиями резания, чем при применении чашечных пластин;
• двусторонняя компоновка пластины (наличие 8 одинаковых режущих кромок) позволяет увеличить количество деталей, обтачиваемых одной пластиной;
• отрицательная фаска на режущей кромке (0,5-0,7) мм х х 15° способствует повышению прочности и стойкости режущей кромки при работе в особо неблагоприятных условиях;
• большая масса пластины (80-90 г) создает благоприятные условия теплоотвода, что способствует увеличению стойкости режущей кромки;
• крепление пластины в резцовой кассете через боковое отверстие гарантирует точную установку, надежное закрепление и быструю смену пластины (менее чем за 1 мин);
• большие размеры передней поверхности пластины (30 х 12 мм) позволяют изготавливать различные варианты стружколомающих канавок, что создает стабильность стружкодробления в широком диапазоне глубин резания и рабочих подач.
Большое количество современных марок инструментальных твердых сплавов, в том числе с поверхностными износостойкими покрытиями, позволяет выбрать наиболее оптимальную марку сплава для конкретных условий обработки. При этом из большого числа изготовителей пластин можно выбрать лучшего поставщика наиболее эффективного и качественного инструмента. В настоящее время такие твердосплавные пластины постоянно используют уже более 150 российских предприятий при изготовлении и ремонте подвижного состава.
Данная форма твердосплавных пластин для обточки колесных пар изготавливается из современных марок твердого сплава ведущими зарубежными (Sandvik Coromant (Шве-ция), Widia (Германия), Kennameta Hertel (США - Германия), Framef (Чехия), Plansee Tizit (Австрия), Mitsubishi Carbide (Япония)) и отечественными (Sandvik MKTC (Швеция - Россия), ГП ВНИИТС, АООТ "Киров-градский ЗТС" и др.) производителями инструмента. Многочисленные испытания показали, что на сегодняшний день существуют высокоэффективные марки инструментальных твердых сплавов для обточки колес с различной степенью износа и разными термомеханическими дефектами на поверхности катания колесных naр нового формирования, а также колес с повышенной твердостью ободьев 350-450 НВ с наплавленными или упрочненными гребнями.
В современных экономических условиях выбор определенной марки инструментального твердого сплава зависит от форм и размеров твердосплавных пластин, состояния обрабатываемой поверхности колесной пары, модели станочного оборудования, конструкции резцовых державок и их технического состояния, режимов резания, квалификации и условий труда станочников. Твердосплавные пластины с современными многослойными поверхностными износостойкими покрытиями имеют стойкость в 1,5-2,5 раза выше по сравнению с непокрытыми пластинами или пластинами с однослойными покрытиями. При этом выбор типа покрытия должен определяться конкретными условиями механической обработки. Стружколомающие канавки специальной формы на передней поверхности сменных твердосплавных пластин обеспечивают стабильное дробление стружки по всему профилю поверхности катания колес в широком диапазоне режимов резания.
В результате проведенных исследований установлено, что на сегодняшний день твердосплавные пластины тангенциальной формы типа LNMX 301940 и LNMX 191940 являются наиболее высокоэффективным видом режущего инструмента для механической обработки профиля поверхности катания всех типов колесных пар на большинстве моделей колесотокарных станков.
ТВЕРДОСПЛАВНЫЕ ПЛАСТИНЫ ДЛЯ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
|
Операция механической обработки |
Твердосплавная пластина |
||
|
устаревшая |
современная |
прогрессивная |
|
|
Токарная обработка профиля поверхности катания колес черновая чистовая |
16390 TNGN RCGM |
BNMX LNUG RPUX |
LNMX SNMM RCMT |
|
Фрезерная обработка профиля поверхности катания колес |
RNGX |
||
|
Расточка бандажей и обточка колесных центров |
02431 |
BNMX |
SNMM TNMG |
|
Токарная обработка осей |
2008 - 6064 |
DNMG CNMM |
SNMM |
|
Фрезерование надрессорной балки |
01271 |
TPUN |
TMMG |
|
Сверление рельсов |
WCMX |
||
|
|
|
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.