Размещенное в цехе оборудование, показанное на рис. 8.4, обеспечивает поточный ремонт колесных пар, которые поступают в цех (Вх), проходят демонтаж, обмывку, очистку и входной контроль (осмотр, дефектоскопию, измерение). А далее поток колесных пар распределяется на три направления: первое — на колесотокарные и шеечно-накатные станки для ремонта без смены элементов (восстановление профиля поверхностей катания колес и ремонт шеек осей), второе — на выходной контроль, окраску, сушку и монтаж роликовых букс и на выход (Вых) при выполнении освидетельствования и третье — на боковой выход из цеха в том случае, если колесные пары нуждаются в ремонте со сменой элементов или подлежат исключению из инвентаря. В колесном цехе вагонного депо имеют место два устойчивых потока колесных пар: один состоит из колесных пар, которые подвергаются обыкновенному и полному освидетельствованию, а другой — из колесных пар, которые проходят освидетельствование и ремонт без смены элементов.
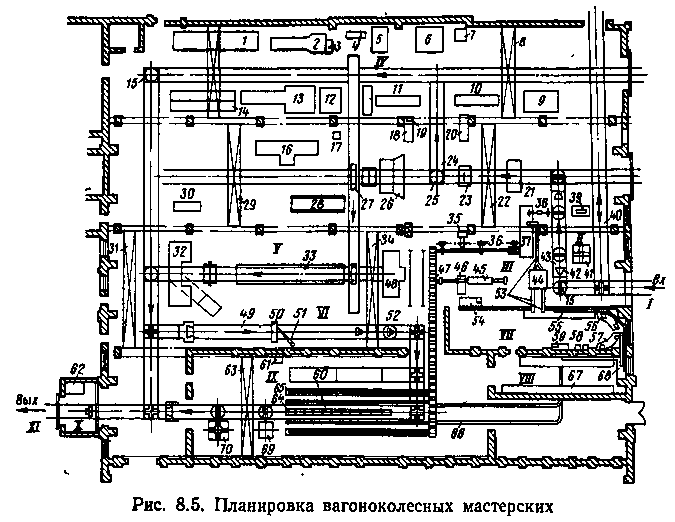
На рис. 8.5 показана планировка колесного цеха. В КМ и ВРЗ, где осуществляют освидетельствование колесных пар и их ремонт без смены и со сменой элементов: / — парк колесных пар, подлежащих освидетельствованию и ремонту; участки: // — демонтажа роликовых букс; /// — обмывки, очистки и входного контроля колесных пар; IV — распрессовки и формирования колесных пар; V — восстановления профиля поверхностей катания и ремонта шеек колесных пар; VI — выходного контроля и дефектоскопии; VII и VIII — ремонта и комплектования подшипников и буксовых узлов; IX — монтажа роликовых букс; X — окраски колесных пар; XI — колесный парк исправных колесных пар.
В каждом из указанных участков размещается следующее оборудование. На участке демонтажа роликовых букс имеются накопитель колесных пар 40, подъемно-поворотное устройство 15, подъемно-опускное устройство 42, стенд с гайковертами для демонтажа букс 41, возвышенный путь для демонтажа букс 43, буксосъемник 38, пресс для распрессовки закрепительных втулок 39, моечные машины для обмывки соответственно корпусов букс 37, подшипников 44 и деталей буксового узла 45, лотки для транспортирования подшипников 53, накопитель для корпусов букс, сверлильный станок 35, транспортер для букс и деталей буксового узла 47, стеллажи 18, 20, 46, стол и устройство для зачистки закрепительных втулок 54, электротельфер 36 грузоподъемностью 0,5 т.
На участке обмывки, очистки и входного контроля колесных пар размещены автоматическая установка для обмывки колесных пар 21, стенд для дефектоскопии 23, измерительный стенд 26 и электрокран 22 грузоподъемностью 3 т.
Участок распрессовки, и формирования колесных пар содержит накопитель колесных пар 24, поворотное устройство 25, гидравлические прессы для запрессовки 2 и распрессовки 13 колесных пар, станки для обтачивания и накатывания подступичных частей оси 10 и //, карусельные станки для растачивания ступиц колес 5 и 6, стенд для магнитной дефектоскопии подступичных частей оси 4, стеллажи для хранения исправных и забракованных осей и колес 1,9, 12 и 14, заточной станок 7, индукционный нагреватель 19, индикатор для контроля качества запрессовки колесных пар 3 и две кран-балки 8 грузоподъемностью 3 т. На участке восстановления профиля поверхностей катания колес и ремонта шеек осей колесных пар расположены устройств для поперечного перемещения колесных пар 27, накопитель колесных пар 33, портальный колесотокарный станок 32, колесотокарный станок с верхней загрузкой 16, шеечно-накатные станки 48 и 30, заточной станок 17, место для промежуточной ревизии роликовых букс 28, кран-балка 34 грузоподъемностью 3 т, мостовой кран 29 грузоподъемностью 10 т и кран 31 грузоподъемностью 5 т.
На участке выходного контроля и дефектоскопии содержатся путь для осмотра, контроля и приемки колесных пар 49, установки для магнитной 50 и ультразвуковой 51 дефектоскопии, толкатель колесных пар 52.
На участке ремонта и комплектования подшипников и буксовых узлов имеются приспособления для шлифования бортов 59 и роликов 58 подшипников, верстаки: ремонтный 57, для осмотра 68 и комплектования 67 подшипников приспособление для разборки 56 и лотки для транспортирования подшипников 55 и 66. Участок монтажа роликовых букс оснащен возвышенным путем для монтажа букс 60, толкателем 64, конвейерами для транспортирования букс 65, стендами для монтажа букс 70 и 69, электропечью 61 для нагрева внутренних и лабиринтных колец и кран-балкой 63 грузоподъемностью 3 т. На участке окраски колесных пар имеется место 62 для хранения и приготовления краски.
Из зарубежного опыта размещения оборудования на рис. 8.6 показана планировка высокопроизводительного колесного цеха объединенных колесных мастерских в Норт-Литл-Рок (США). Колесный цех оборудован автоматической конвейерной линией ремонта колесных пар со сменой элементов с электронным управлением Работа в колесном цехе организована следующим образом. Прибывающие с линии платформы 19, загруженные колесными парами в два яруса, подаются на путь 18 и устанавливаются при помощи маневровой лебедки под разгрузку в заданном месте под навесом 20. Платформы выгружают автоматическим краном 21, а грузят их однобалочным мостовым краном 22. Маневровая лебедка может одновременно перемещать по пути до 12 платформ. Кран 21 перемещает колесные пары на цепной грузоведущий конвейер 23, который транспортирует их к автоматической моечной машине 24, а затем к помещению входного контроля 15 где выполняют необходимые измерения и производят УЗД колесных пар. По данным измерения, внешнего осмотра и УЗД принимают решение о виде ремонта колесных пар.
При ремонте колесных пар без смены элементов они из помещения 15 конвейером 26 передаются либо на путь 27 для обтачивания колес на колесотокарном станке 29 с последующей обработкой шеек на станках 28, либо на путь 41, с которого колесные пары поступают на один из станков 28 для обработки шеек осей, когда не требуется обтачивание профиля поверхностей катания колес. После обработки колес и шеек колесные пары по конвейеру 34 передаются на пути 40, где проходят контроль 37, окраску 39 и затем транспортером 42 доставляются на наклонные пути 43 парка готовой продукции.
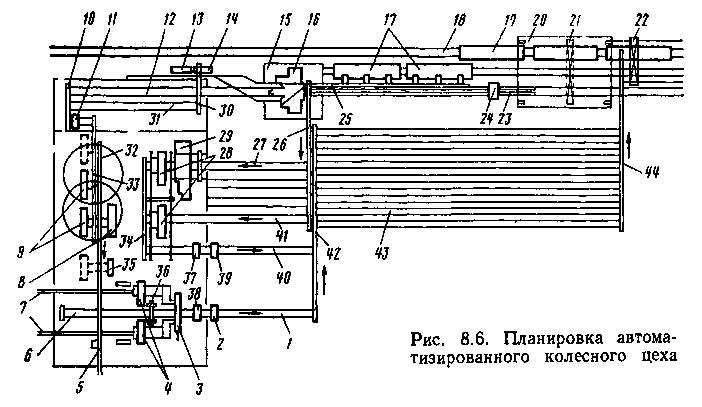
При ремонте колесных пар со сменой элементов последние поступают на гидравлический пресс 16, на котором колеса распрессовываются с осей. Распрессованные бракованные колеса автоматически выводятся из пресса специальными подъемниками и транспортируются подвесным конвейером 25 в полувагоны 17 и отправляются в металлолом. Бракованные оси удаляются от пресса конвейером на площадку складирования 13 бракованных осей. Годные к дальнейшей эксплуатации оси с пресса 16 передаются на четырехъярусный стеллаж 12, а заготовки новых осей с площадки 14 передаются в цех по конвейеру 30 и поступают на четырехъярусный стеллаж 31. Стеллажи 12 и 31 оборудованы цепными конвейерами и имеют общую вместимость около 800 осей.
Со стеллажей 12 и 31 оси подъемником подаются на приемную часть конвейера 10, который передает их в моечную машину 11, где они обмываются водой под большим давлением. После обмывки оси поступают на верхний конвейер 33, который передает их на автоматические токарные станки 9 для обработки подступичных частей и шеек, с которых они подаются на нижний конвейер 32 и транспортируются к осенакатному станку 8 для упрочняющей накатки. Обработанная на станке 8 ось передается на нижний конвейер 32, по которому она транспортируется к установке для магнитной дефектоскопии 35. При обнаружении дефекта ось бракуется и с помощью конвейера 5 удаляется из цеха.
Оси, не имеющие дефектов, передаются конвейером 5 на горизонтальный цепной конвейер 6, который перемещает их к автомату 36 для измерения подступичных частей. Колеса подаются в цех по наклонным желобам 7, растачиваются на карусельных станках 4 и запрессовываются на оси с помощью автоматического пресса 3.
Автомат 36, карусельные станки 4 и пресс 3 вместе с транспортными средствами составляют единый автоматический комплекс. Автомат 36 обеспечивает управление работой карусельных станков 4, которые по заданным размерам подступичных частей растачивают отверстия ступиц с учетом требуемого натяга. После запрессовки колесные пары поступают на пути /, проходят выходной контроль 38, окраску 2 и передаются на конвейер 42, который транспортирует их на наклонные пути 43. С путей 43 готовые колесные пары конвейером 44 передаются для погрузки в вагоны.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.