В состав листоотделяющего устройства входит механизм листоотделяющих пневматических присосов и механизм автоматического подъема стола. Листоотделяющие пневматические присосы закреплены на штанге и совершают с ней сложное движение. Опускаясь на стопу присосы под действием вакуума присасывают верхний лист и поднимаясь вверх, отделяют его от стопы. На надлежащее отделение листов от стопы оказывает регулировка отделительных пружин по высоте, высота присоса, количество подаваемого воздуха.
При печатании на тонкой бумаге необходимо установить присосы на расстоянии 2 мм от стопы, а при печатании на толстой бумаге необходимо, чтобы присосы соприкасались с листом.
 Печатный аппарат
состоит
из неподвижного талера, прикрепленного к станине и тигля. Предварительно на
запасном талере, устанавливается печатная форма, которая заключается в раму, а
затем на вертикальном талере машины крепится вверху винтом и внизу удерживается
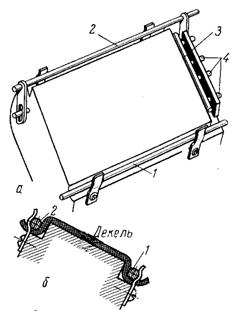
на упорах, расположенных в нижней части талера (рис. 5.2). На тигле крепят
декель, состоящий из отдельных листов. Для крепления декеля на тигле
используются металлические стержни – прутки 1, 2, 3 (рис. 5.3).
Печатный аппарат
состоит
из неподвижного талера, прикрепленного к станине и тигля. Предварительно на
запасном талере, устанавливается печатная форма, которая заключается в раму, а
затем на вертикальном талере машины крепится вверху винтом и внизу удерживается
на упорах, расположенных в нижней части талера (рис. 5.2). На тигле крепят
декель, состоящий из отдельных листов. Для крепления декеля на тигле
используются металлические стержни – прутки 1, 2, 3 (рис. 5.3).
Подготовленный предварительно декель прутком 1 закрепляют в нижней части тигля, а затем тщательно прижимают руками к его поверхности натягивают в верхней части прутком 2. Закрепление боковой стороны декеля осуществляется прутком 3 с помощью винта 4. на тигле установлены лучинки для удерживания листа и отделения листа от формы. Во избежание сдавливания формы лучинки должны быть усьановлены на пробельных участках формы, для этого они перемещаются по рычагу.
Красочный аппарат. В состав красочного аппарата входят краскоподающая, раскатная и накатная группы.
 Краскоподающая группа включает
красочный ящик 1 (рис. 5.4, а), дукторный цилиндр 2 и передаточный валик 3.
Красочный ящик состоит из чугунного остова 4
(рис. 5.4,
б) с прикрепленным к нему
красочным ножом 5, представляющим собой тонкую
стальную пластину и боковых стенок 6, примыкающих к поверхности
дукторного цилиндра 2. Дукторный цилиндр периодически поворачивается на
небольшой угол против часовой стрелки, благодаря чему порция краски подается из
красочного ящика через зазор, образованный боковой поверхностью цилиндра и ножом.
Привод дукторного цилиндра осуществляется от храпового механизма. Угол поворота
цилиндра, с целью регулировки ширины полоски подаваемой краски может
изменяться. Передаточный валик совершает качательное движение, перенося слой
краски от дукторного цилиндра в раскатную группу.
Краскоподающая группа включает
красочный ящик 1 (рис. 5.4, а), дукторный цилиндр 2 и передаточный валик 3.
Красочный ящик состоит из чугунного остова 4
(рис. 5.4,
б) с прикрепленным к нему
красочным ножом 5, представляющим собой тонкую
стальную пластину и боковых стенок 6, примыкающих к поверхности
дукторного цилиндра 2. Дукторный цилиндр периодически поворачивается на
небольшой угол против часовой стрелки, благодаря чему порция краски подается из
красочного ящика через зазор, образованный боковой поверхностью цилиндра и ножом.
Привод дукторного цилиндра осуществляется от храпового механизма. Угол поворота
цилиндра, с целью регулировки ширины полоски подаваемой краски может
изменяться. Передаточный валик совершает качательное движение, перенося слой
краски от дукторного цилиндра в раскатную группу.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.